Как правильно соединять арматуру сваркой. Стыковка арматуры методом вязки
Как правильно соединять арматуру сваркой. Стыковка арматуры методом вязки
Это самый простой способ обеспечить надежную конструкцию из арматурных прутьев. Для этой работы используется самый популярный класс стержней, а именно, А400 AIII. Соединение арматуры внахлест без сварки выполняется посредством вязальной проволоки. Для этого два прутка приставляются друг к другу и обвязываются в нескольких местах проволокой. Как говорилось выше, согласно СНиП, есть 3 варианта фиксации арматурных прутьев вязкой. Фиксация прямыми концами периодического профиля, фиксация с прямыми концами поперечного типа, а также пользуясь деталями с загибами на концах.
Выполнять соединение прутьев арматуры внахлест абы как нельзя. Существует ряд требований к этим соединениям, чтобы они не стали слабым местом всей конструкции. И дело не только в длине нахлеста, но и других моментах.
Важные нюансы и требования для соединения вязкой
Хоть процесс соединения прутьев с использованием проволоки проще, чем их соединение сварочным аппаратом, назвать его простым нельзя. Как любая работа, процесс требует четкого соблюдения правил и рекомендаций. Только тогда можно сказать, что армирование монолитной конструкции выполнено правильно. Занимаясь соединением арматуры с нахлестом методом вязки, следует обращать внимание на такие параметры:
- длина накладки прута;
- местонахождение места соединения в конструкции и его особенности;
- как перехлесты расположены один к другому.
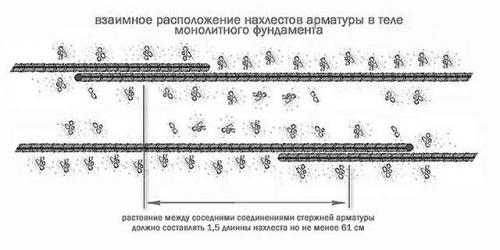
Мы упоминали, что размешать арматурный стык, сделанный внахлест, на участке с самой высокой степенью нагрузки и напряжения нельзя. К этим участкам относятся и углы здания. Получается, что нужно правильно рассчитать места соединений. Их расположение должно приходиться на участки железобетонной конструкции, где нагрузка не оказывается, или же она минимальная. А что делать, если технически соблюсти это требование невозможно? В таком случае размер нахлеста прутьев зависит от того, сколько диаметров имеет арматура. Формула следующая: размер соединения равен 90 диаметров используемых прутьев. Например, если используется арматура Ø20 мм, то размер нахлеста на участке с высокой нагрузкой составляет 1800 мм.
Однако техническими нормами четко регламентированы размеры подобных соединений. Нахлест зависит не только от диаметра прутьев, но и от других критериев:
- класс используемой для работы арматуры;
- какой марки бетон, используемый для заливки бетона;
- для чего используется железобетонное основание;
- степень оказываемой нагрузки.
Стыковка арматуры сваркой. Сварка внахлест
Такая технология чаще всего используется для элементов армокаркаса, которые не подвергаются повышенным нагрузкам. Это означает, что подобная сварка арматуры для фундамента не подойдет. Тоже самое касается и конструкций, испытывающих большие нагрузки на изгибах. Подобный тип соединения считается самым ненадежным и наименее прочным.
Принцип такого стыкования металлических стержней заключается в соединении прутков в продольной плоскости, при смещении их концов до 30 см друг на друга. Чем больше делается нахлест, тем большей прочностью будет обладать свариваемая конструкция.
Сварка арматуры внахлест выполняется с двух сторон соединения, что может вызвать неудобства, если один из сварочных швов будет находиться сверху, а другой снизу. В этом случае до нижнего шва бывает очень сложно добраться.
Полезно! Чтобы стержни лучше стыковались их концы необходимо зачистить с помощью железной щетки и обработать абразивными инструментами, чтобы стыкуемые поверхности были плоскими.
Сваривать каркасы арматуры нужно в определенном режиме, который будет зависеть от сечения металлических стержней. Допустим, вы используете изделия диаметром 5-8 мм. В этом случае для сварки необходимо использовать электроды с сечением 3 мм. Для стержней на 8-10 мм, потребуется расходник на 4 мм. Если диаметр прутков более 10 мм, то применять нужно электроды диаметром 5 мм.

Полезно! Электроды для сварки арматуры внахлест можно использовать любые, но чаще всего строители применяют расходники АНО и МР.
Также необходимо учесть силу тока, которая потребуется для стержней разного диаметра:
- для стержней диметром 5 мм, потребуется 200 А;
- 6 мм – не более 250 А;
- 8 мм – 300 А;
- 10 мм – 350 А;
- 20 мм – 450 А.
Ванная сварка арматуры. Общая информация
Ванная сварка — метод соединения металлов с помощью специального u-образного приспособление. Его называют «скоба накладка для сварки арматуры» или «ванночки для сварки арматуры». Отсюда, кстати, и название технологии. Концы арматуры помещаются в скобу-ванночку и расплавленный металл заполняет ее до краев. Затем металл застывает, образуя прочное соединение.
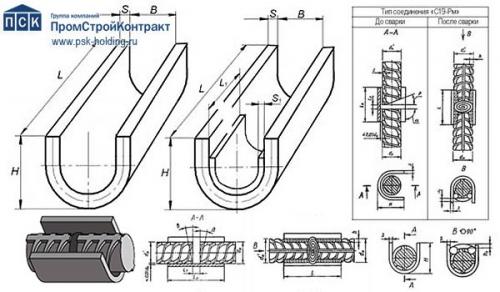
Чтобы металл не растекался с торцов ванночки устанавливают специальные ограничители. Большинство скоб-ванночек изготавливаются из низкоуглеродистой стали. После сварки ванночка становится единим целым с арматурой и расплавленным металлом. Также существуют съемные ванночки для сварки арматуры, их изготавливают из меди и ее сплавов, керамики и графита. Такие скобы можно использовать многократно, что очень удобно.
Сварка выполняется с применением одного или нескольких электродов. Технология ванной сварки позволяет соединять арматуру в любом пространственном положении, кроме потолочного. Скоба должны быть больше, чем диаметр арматуры. От краев ванночки до детали должно оставаться не менее полутора сантиметров. Если вам необходимо выполнить ванную сварку в сложном положении, например, вертикальном, то нужно соблюсти некоторые особенности.
Для работы нужно использовать одноразовую скобу из стали. Ее нужно предварительно приварить к детали, которая расположена снизу. Затем расплавьте конец нижней арматуры. Состыкуйте верхнюю арматуру с расплавленным концом нижней арматуры и расплавьте стык.
Расплавленный металл должен постепенно заполнять ванночку. Чтобы не образовывалось много шлака в скобе можно сделать небольшое отверстие. После сварки отверстие необходимо заварить.
Сварка арматуры встык. Сварка встык
Можно сваривать арматуру встык, просто обварив два конца, соединенных прямыми торцами? Можно, но это соединение не отвечает необходимым требованиям по прочности и надежности сваренных каркасов. Поэтому для сварки арматурных элементов встык используется ванная технология.
Суть ее заключается в том, что соединяемые концы арматуры погружаются в металлическую форму, которая сильно напоминает обычную ванну. После чего саму арматуру, а точнее ее соединяемые концы, плавят электродом при сильной величине тока (450-550 ампер). Расплавленный металл заполняет ванночку, тем самым скрепляя два прутка арматуры единым монолитным стержнем, толщина которого определяется размерами ванночки. Кстати, расстояние от стержней до стенок ванны – 1,5-2,0 см.
Такое соединение называется неразъемным, потому что сама металлическая форма становится единым целым со сваренными арматурными прутками. И это соединение впоследствии заливается бетонным раствором. Есть разъемные формы, которые изготавливаются из меди или графита. После заполнения ванны расплавленным металлом, и после его полного остывания, такие формочки просто снимаются. И их можно использовать еще несколько раз.
Существует определенная техника сварки каркасов ванным способом.
- Производится розжиг дуги об один из концов соединяемой арматуры.
- Этот конец плавится до тех пор, пока на дне ванночки не образуется небольшое количество расплавленного металла.
- Затем электрод перемещается на соседний конец, который точно также плавится.
- Попеременно расплавляя арматуру, заполняется ванночка.
- Как только арматурные прутки покроются расплавленным металлом, можно заканчивать сварку. Но перед этим расходником необходимо сделать несколько круговых движений между концами прутков. Таким образом, создается единый температурный режим металла внутри формы. То есть, сталь будет равномерно остывать, что не создаст в остывшем сварном шве трещин, пор и других дефектов.
Варить арматуру для фундамента или любого другого несущего строительного элемента можно одним электродом, несколькими. Можно использовать инверторы (220 вольт), трансформаторы (380 вольт), полуавтоматы и автоматы.
Есть еще один вариант, как правильно варить арматуру встык. Это, по сути, ванный способ, только вместо объемных форм используются стержни арматуры, которые подрезаются на определенную длину. Из них создается ванночка, то есть, прутки привариваются к основным соединяемым стержням полукругом. После чего сам процесс сварки проводится по точно такой же технологии, что и при использовании готовой объемной формы.
Сварка арматуры ручной дуговой сваркой. Сварка внахлест
Такая технология чаще всего используется для элементов армокаркаса, которые не подвергаются повышенным нагрузкам. Это означает, что подобная сварка арматуры для фундамента не подойдет. Тоже самое касается и конструкций, испытывающих большие нагрузки на изгибах. Подобный тип соединения считается самым ненадежным и наименее прочным.
Принцип такого стыкования металлических стержней заключается в соединении прутков в продольной плоскости, при смещении их концов до 30 см друг на друга. Чем больше делается нахлест, тем большей прочностью будет обладать свариваемая конструкция.
Сварка арматуры внахлест выполняется с двух сторон соединения, что может вызвать неудобства, если один из сварочных швов будет находиться сверху, а другой снизу. В этом случае до нижнего шва бывает очень сложно добраться.
Полезно! Чтобы стержни лучше стыковались их концы необходимо зачистить с помощью железной щетки и обработать абразивными инструментами, чтобы стыкуемые поверхности были плоскими.
Сваривать каркасы арматуры нужно в определенном режиме, который будет зависеть от сечения металлических стержней. Допустим, вы используете изделия диаметром 5-8 мм. В этом случае для сварки необходимо использовать электроды с сечением 3 мм. Для стержней на 8-10 мм, потребуется расходник на 4 мм. Если диаметр прутков более 10 мм, то применять нужно электроды диаметром 5 мм.

Полезно! Электроды для сварки арматуры внахлест можно использовать любые, но чаще всего строители применяют расходники АНО и МР.