Как правильно варить арматуру для фундамента. Электродуговая сварка
- Как правильно варить арматуру для фундамента. Электродуговая сварка
- Сварка или вязка арматуры. Сварка арматуры для фундамента – технология работ
- Можно ли сваривать арматуру для фундамента. Почему нельзя сваривать арматуру для фундамента
- Сварка арматуры внахлест. Сварка внахлест
- Сварка арматуры полуавтоматом. Настройка аппарата (MIG/MAG инвертора)
Как правильно варить арматуру для фундамента. Электродуговая сварка
Электродуговая сварка используется специалистами в следующих ситуациях:
- работа с арматурой большого диаметра;
- скрепление арматуры из сталей разных марок.
Сварщику следует применять электроды, состав которых схож с составом свариваемых изделий, а также сварочный трансформатор, инвертор или иной источник сварочного тока.
Главным преимуществом является возможность использования обычного сварочного оснащения. Основной недостаток — соединения, созданные этим методом, не способны выдерживать повышенные нагрузки . Используется технология сварки арматуры ручной дуговой сваркой при монтаже каркасов, металлических конструкций и сеток.

Внахлест
Следующий метод — сварка внахлест, которая производится при помощи одного иди двух фланговых швов. По сути, данный способ можно охарактеризовать как стыковка арматуры сваркой, проводящаяся в продольной плоскости.
Следует указать, что чем больше нахлест арматуры при сварке, тем большей прочностью отличается конструкция. При этом необходимо учитывать, что сваривание проводится с двух противоположных сторон соединения.
Иногда это создает неудобства при выполнении процедуры. Например, один сварной шов расположен с верхней стороны двух рабочих прутков, а другой — снизу. Таким образом, до второго соединения сложно или невозможно добраться и шов получается ненадежным. Поэтому данный метод можно использовать только в тех случаях, когда готовое изделие не будет подвергаться значительным нагрузкам.
Нужно правильно подобрать диаметр электродов. Арматура диаметром 5-8 мм. варится стержнем диаметром 3 мм. Для 8-10 мм. понадобится 4-хмиллиметровый расходник. Прутки диаметром более 10 мм. — электроды диаметром 5 мм.
Важно! Данная технология не применяется для сваривания стали, диаметр которой превышает 20 мм.
Встык ванным способом
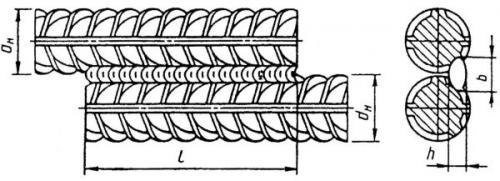
Для сваривания арматуры встык применяется ванный способ. Для этого метода исполнителю понадобится специальное приспособление. Ванночка ( скоба-накладка для сварки арматуры) служит барьером для стекания расплавленного металла. Суть процесса состоит в том, что свариваемые концы стержней арматуры располагаются внутри ванночки. Затем их поочередно плавят электродами. Электрод должен слегка касаться стержня, так как сварка проводится при больших величинах тока.
 Для материалов диаметром 5-6 мм. применяется ток в 400-450 А. Низкие температуры способствуют увеличению тока ещё на 10-15 %. Наплавленный металл заполняет ванночку и происходит скрепление двух стержней в одно монолитное соединение.
Для материалов диаметром 5-6 мм. применяется ток в 400-450 А. Низкие температуры способствуют увеличению тока ещё на 10-15 %. Наплавленный металл заполняет ванночку и происходит скрепление двух стержней в одно монолитное соединение.
Следует отметить, что данный метод является наиболее предпочтительным из-за минимальных затрат сварочных материалов и металла, а также благодаря получению прочных и надежных конструкций. Ещё одно достоинство ванного способа — возможность работы с арматурой большого диаметра — 20-100 мм.
Скобы бывают трех видов, разделение осуществляется в зависимости от сырьевого материала. Стальные формы являются неразъемными, т.е. ванночка становится частью сварной конструкции. Медные и графитовые накладки снимаются с места соединения после выполнения работ. Позже их можно будет применять повторно. Графитовые формы перед применением необходимо прокаливать, так как они легко впитывают в себя влагу.
Какие марки электродов применяются для работы с различными видами арматуры будет указано далее.
Сварка или вязка арматуры. Сварка арматуры для фундамента – технология работ
В настоящее время, наряду с вязкой, также применяется сварка арматуры для фундамента. Этот метод соединения элементов каркаса используется при строительстве многоэтажных зданий, основания которых воспринимают значительные усилия. Этим обусловлена необходимость обеспечения повышенной прочности соединений. Сварная арматура, изготовленная из рифленой проволоки А400С, хорошо варится, так же, как и пруток А500С. Точечная сварка арматуры обеспечивает надежность фиксации стержней диаметром до 25 м.
Сварка арматуры позволяет существенно упростить процесс закладки фундамента в целомПерегрев стержней при выполнении сварочных работ может вызвать следующие негативные явления:
- изменение структуры металла;
- снижение прочностных свойств.
При выполнении работ опытными сварщиками и осуществлении сборки под лабораторным контролем на промышленных предприятиях можно избежать указанных факторов.
Алгоритм изготовления арматурных решеток методом сварки в условиях промышленных предприятий осуществляется следующим образом:
- Выполняется входной контроль качества приобретенных материалов, которые будут применяться для сборки каркаса.
- Производится отбраковка прутков, характеристики которые не соответствуют требованиям нормативной документации.
- Арматурные стержни очищаются от ржавчины, рихтуются, обрабатываются абразивом и разрезаются на заготовки необходимых размеров.
- Элементы будущей рамы соединяются в одной плоскости, путем легкой прихватки сваркой до окончательной фиксации.
- Заготовки каркаса фиксируются сварочными кондукторами на расстоянии, соответствующем требованиям чертежа.
- Конструкция прихватывается сваркой и проверяется соответствие размеров пространственной рамы требованиям документации.
Не менее важно правильно подобрать величину тока, с которой будете варить каркас
Конструктивные особенности сварочных кондукторов позволяют выполнить сборку прутков с допуском, не превышающим 3 мм. Последовательность операций по изготовлению каркаса методом сварки в условиях стройплощадки аналогична. Точечная сварка арматуры позволяет фиксировать стальные стержни пространственной конструкции, расположенные под различным углом, а также в подвешенном состоянии. Установка оборудуется токопроводящими клещами, расширяющими ее возможности.
Варить или вязать: какому методу отдать предпочтение
До принятия окончательного решения об использовании вязки для крепления стальных прутков или крепления с помощью сварки, необходимо тщательно все взвесить. Почему арматуру одни строители сваривают, а другие вяжут? У каждого способа есть свои достоинства и слабые места.
Чтобы не ошибиться, следует прислушаться к советам профессионалов:
- для массивных многоэтажных строений, оказывающих значительную нагрузку на основу, целесообразно использовать сварку. При этом важно не пережечь арматуру, чтобы не ослабить прочность соединения;
- для небольших жилых зданий и дачных построек, можно использовать соединение частей арматурной решетки с помощью вязальной проволоки. Этот метод фиксации обеспечивает прочность таких построек.
При использовании сварки важно исключить вероятность пережога, ослабляющего прочность стыков. Метод соединения сваркой нежелательно применять в сейсмически активных зонах, а также на проблемных почвах, где в результате смещения грунта может нарушиться целостность фундамента.
Вместе с тем сварка обладает рядом преимуществ:
- позволяет выполнять работы ускоренными темпами;
- обеспечивает повышенную жесткость пространственной рамы;
- повышает нагрузочную способность основания.
При строительстве частных зданий лучше использовать метод вязки. Достоинства этого способа:
- простота реализации и отсутствие необходимости в специальном оборудовании;
- возможность выполнения работ без привлечения квалифицированных специалистов;
- отсутствие в участках стыковки повышенных напряжений.
Минусом метода вязки является недостаточная жесткость арматурной решетки. Однако при возведении легких построек этот недостаток не имеет существенного значения.
Заключение
Принятие правильного решения — серьезная задача. Проблема выбора остается. Вязка – простой метод, не требующий значительных затрат. А сварка хоть и дороже, но обеспечивает повышенную прочность. Следует тщательно все обдумать, при необходимости проконсультироваться с профессионалами. Важно обеспечить прочность фундамента, определяющего долговечность здания.
Свежие новости о строительстве, дизайне, архитектуре. Консультации квалифицированных специалистов. Обзоры новинок строительного рынка.
Можно ли сваривать арматуру для фундамента. Почему нельзя сваривать арматуру для фундамента
Почему нельзя сваривать арматуру для фундамента
Вопрос о том, можно ли варить арматуру для фундамента интересует многих, кто собрался строить дом. Вязать арматуру трудно и долго, поэтому большинство склоняется в пользу сварки.
Однако сварка арматуры имеет один огромный недостаток: она способствует снижению прочности арматурных прутьев. Варить или не варить арматуру — вот в чем вопрос.
Зачем нужна арматура в фундаменте
Основная функция арматуры — это защита фундамента от разрушения. То есть, в случае просадки грунта или каких-то других проблем, арматура выступает в роли основы, которая не даст фундаменту разрушиться.
Соответственно, к этой самой основе предъявляются свои, особые требования. Во-первых, арматурный пояс должен быть стойким на разрыв. Во-вторых, он не должен лопнуть вследствие возникших нагрузок.

И если при вязке арматуры, металлокаркас будет немного «гулять», что очень важно, то при сварке этого не произойдёт. Это второй минус сваривания арматуры в фундаменте. То есть, жесткость конструкции из арматуры при её сваривании, повышается в разы, и это очень нехорошо.
Также арматуру не рекомендуется варить в том случае, когда её диаметр более 20 миллиметров. В этом случае, как и в других, рекомендуется использовать именно связывание прутьев проволокой.
Вязка или сварка арматуры — что выбрать?
Конечно же, многие применяют сварку арматуры при строительстве фундаментов. Однако это нецелесообразно, и неправильно, в ряде случаев.

Во-первых, если строится большое здание, то сварка оказывается более затратным мероприятием, чем вязка арматуры. Если брать в расчёт необходимое количество сварщиков, то на оплату их труда уйдёт немалое количество средств.
Кроме того, нельзя забывать и о человеческом факторе. Сегодня найти хорошего сварщика, это действительно проблема, поскольку мало кто хочет посвятить свою жизнь этой профессии. Сварщики зарабатывают не так и много, а вот работа у них вредная, за которую нужно давать бесплатное молоко.
Ну не будет отдаляться от темы. Поэтому перейдём к следующим недостаткам. На подвижных грунтах, варить арматуру для фундамента, и вовсе, запрещено. Связано это с тем, что как было сказано выше, сваренный арматурный каркас будет обладать большой жесткостью.

И если вдруг произойдёт просадка грунта, то арматура попросту лопнет в местах сварки, в то время как на проволоке, каркас немного потянет, но он останется целым. Кроме того, нельзя забывать и о том, что не вся арматура пригодна для сваривания.
Для сварки применяется только особая сталь, которая обозначается буквой «С». Таким образом, если подбить итоги, становится ясно, почему именно нельзя варить арматуру для фундамента.

Связано это, прежде всего, с большим количеством ограничений, которые отсутствуют при вязке арматуры. Не стесняйтесь добавлять свои комментарии, делитесь собственным опытом. Он, как говорится, бесценный.
Сварка арматуры внахлест. Сварка внахлест
Такая технология чаще всего используется для элементов армокаркаса, которые не подвергаются повышенным нагрузкам. Это означает, что подобная сварка арматуры для фундамента не подойдет. Тоже самое касается и конструкций, испытывающих большие нагрузки на изгибах. Подобный тип соединения считается самым ненадежным и наименее прочным.
Принцип такого стыкования металлических стержней заключается в соединении прутков в продольной плоскости, при смещении их концов до 30 см друг на друга. Чем больше делается нахлест, тем большей прочностью будет обладать свариваемая конструкция.
Сварка арматуры внахлест выполняется с двух сторон соединения, что может вызвать неудобства, если один из сварочных швов будет находиться сверху, а другой снизу. В этом случае до нижнего шва бывает очень сложно добраться.
Полезно! Чтобы стержни лучше стыковались их концы необходимо зачистить с помощью железной щетки и обработать абразивными инструментами, чтобы стыкуемые поверхности были плоскими.
Сваривать каркасы арматуры нужно в определенном режиме, который будет зависеть от сечения металлических стержней. Допустим, вы используете изделия диаметром 5-8 мм. В этом случае для сварки необходимо использовать электроды с сечением 3 мм. Для стержней на 8-10 мм, потребуется расходник на 4 мм. Если диаметр прутков более 10 мм, то применять нужно электроды диаметром 5 мм.

Полезно! Электроды для сварки арматуры внахлест можно использовать любые, но чаще всего строители применяют расходники АНО и МР.
Сварка арматуры полуавтоматом. Настройка аппарата (MIG/MAG инвертора)
Первое, с чего нужно начинать любую сварку, в особенности полуавтоматическую - это настройка аппарата. Но что Вы знаете о принципе работы классической полуавтоматической сварки, понимание которой ведёт к чёткому осознанию правильной настройки оборудования?
Если пропустили одну из моих недавних публикаций по этому вопросу, то давайте коротко наверстаем
Принцип работы классического "полуавтомата" предельно прост: при нажатии кнопки на держателе, толкающий механизм подаёт проволоку по рукаву на контакт горелки, а по соседнему каналу поступает защитный газ из балона.
Газ защищает горение сварочной дуги и расплавленный металл от губительного воздействия кислорода, ну а проволока служит заполняющим металлом и формирует шов, перемешиваясь с металлом на изделии. Как это происходит?
Предлагаю посмотреть замедленные кадры этого процесса (
Как видно на видео, проволока под тепловым воздействием дуги формирует капельки металла, которые переносятся в сварочную ванну после того, как они касаются о металл - происходит короткое замыкание , которое и отделяет наши капли. Таких капелек может формироваться до полусотни в секунду, поэтому их почти не различает человеческий глаз.
*Кроме переноса металла короткими замыканиями на классическом "полуавтомате" может быть обеспечен струйный перенос - при сварке толстого металла токами свыше 160 - 180 Ампер в сварочной смеси.
На видео как раз запечатлёна некорректная работа "полуавтомата", потому что металл слишком сильно разбрызгивается. Так вот, ваша задача настроить аппарат таким образом, чтобы капельки затекали в ванну ровно, а не плюхались с высоты под огромной скоростью разбрызгивая металл. Идеальная настройка "полуавтомата" достигается всего двумя способами:
1. Сокращение вылета проволоки и/или скорости её подачи
Здесь я люблю приводить аналогию с водопроводным краном: если Вы включите сильный напор на смесителе, то учитываю высоту нахождения гусака - забрызгаете каплями всю кухню и получите "леща" от жены :) Тоже самое происходит и с полуавтоматической сваркой.
- Сокращение вылета проволоки выполняется вручную во время сварки: подносите горелку чуть ближе, чтобы проволока не "била" о металл, словно падает с десятого этажа. Обычно оптимальное расстояние от сварочной ванны до сопла горелки около 1 - 1.5 см . Соблюдайте заданную высоту на протяжении сваривания всего шва целиком.
Фото автора. Оптимальное расстояние вылета сварочной проволоки от сварочной до среза сопла горелки (на фото около 1.5 см).
Фото автора. Оптимальное расстояние вылета сварочной проволоки от сварочной до среза сопла горелки (на фото около 1.5 см).
- Скорость подачи проволоки обозначается метрами в минуту (м/мин./speed wire) регулируется ползунком в настройках аппарата.
2. Увеличение или уменьшение сварочного напряжения
Второй способ: регулировка сварочного напряжения, которое измеряется и указывается в Вольтах (V) и также настраивается отдельным барашком на аппарате. Вместе с напряжением будет меняться и сила тока, но здесь важно, чтобы не был включён режим синергии при котором будет изменяться еще и скорость проволоки, которая должна оставаться неизменной или изменяться отдельно от напряжения и силы тока.
Если Вас устраивает скорость вылета проволоки, то ничего не меняя в её значениях "накиньте" напряжение, которое позволит быстрее оплавлять проволоку. И наоборот , если Вас устраивает величина напряжения (вместе с силой тока), то просто уменьшайте скорость подачи проволоки. (см.п. 1.)
Фото автора. Напряжение на табло слева и скорость подачи проволоки на табло справа.
Фото автора. Напряжение на табло слева и скорость подачи проволоки на табло справа.