Соединение арматуры без сварки. Виды соединений между арматурными элементами
- Соединение арматуры без сварки. Виды соединений между арматурными элементами
- Равнопрочный стык арматуры. Свариваемость арматуры
- Сп перехлест арматуры. Расчет по марке бетона
- Стыковка вертикальной арматуры. Ванная сварка.
- Нахлест арматуры в балках. Нахлест арматуры при вязке по СНиПу
- Стыковка арматуры в колоннах. Текст научной работы на тему «Стыки продольной арматуры монолитных колонн»
- Соединение арматуры сваркой. Сварка внахлест
Соединение арматуры без сварки. Виды соединений между арматурными элементами
Желая разобраться с возможными вариантами стыковки арматурных прутков, многие мастера обращаются к требованиям действующих нормативных документов. Ведь удачно выполненное соединение обеспечивает требуемый запас прочности на сжатие и растяжение. Некоторые застройщики пытаются найти ответ согласно СНиП 2 01. Другие – изучают строительные нормы и правила под номером 52-101-2003, содержащие рекомендации по проектированию конструкций из железобетона, усиленного ненапряженной стальной арматурой.
В соответствии с требованиями действующих нормативных документов для усиления ненапряженных элементов применяется стальная арматура, в отличие от напряженных конструкций, где для армирования используются арматурные канаты классов К7 и выше. Остановимся на применяемых методах фиксации арматурных стержней.
 В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами
В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами
Возможны следующие варианты:
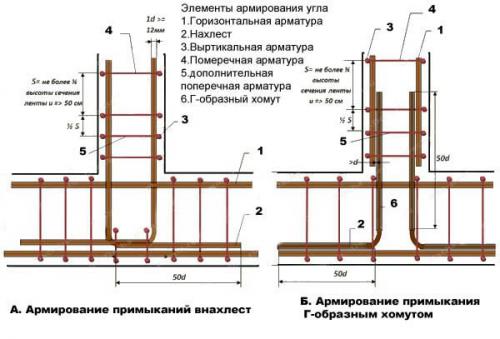
- соединение внахлест вязаных стержней без применения сварки. Фиксация осуществляется с использованием дополнительных стальных прутков изогнутой формы, повторяющих конфигурацию арматурного соединения. Допускается согласно СНиП выполнение нахлеста прямых стержней с поперечным креплением элементов при помощи вязальной проволоки или специальных хомутов.
Нахлест арматуры при вязке зависит от диаметра прутков. Залитые бетоном конструкции из вязаных прутков широко применяются в области частного домостроения. Застройщика привлекает простота технологии, легкость соединения и приемлемая стоимость стройматериалов;
- фиксация арматурных прутков с помощью бытового электросварочного оборудования и профессиональных агрегатов. Технология соединения арматуры с помощью сварочных установок имеет определенные ограничения. Ведь в зоне сваривания возникают значительные внутренние напряжения, отрицательно влияющие на прочностные характеристики арматурных каркасов.
Выполнить перехлест арматурных прутков с помощью электросварки можно, используя арматуру определенных марок, например, А400С. Технология сваривания стальной арматуры в основном используется в области промышленного строительства.
Строительные нормы и правила содержат указание о необходимости усиления бетонного массива не менее, чем двумя цельными арматурными контурами. Для реализации указанного требования производится соединение стальных стержней с перекрытием. СНиП допускает использование стержней различных диаметров. При этом максимальный размер поперечного сечения прутка не должен превышать 4 см. СНиП запрещает производить соединение стержней внахлест с помощью вязальной проволоки и сварки в местах действия значительной нагрузки, расположенной вдоль или поперек оси.
Равнопрочный стык арматуры. Свариваемость арматуры
Регламентируют сварные соединения арматуры ГОСТ за номером Р 57997, 14098 и 5264. Распространяются на закладные с арматурными анкерами, каркасы, сетки, стержни, наращиваемые по длине.
В железобетон закладывают арматуру трех типов:
- рабочую – работает только на растяжение, реже на растяжение и сжатие;
- конструкционную – связывает растянутые и сжатые зоны, распределяет ударные и сосредоточенные нагрузки, формирует скелет каркаса;
- монтажную – необходима для транспортировки, погрузки, установки.

Сталь в стержневой арматуре этих трех типов используется разная. Вытяжная рифленая А-IIIв класса, термоупрочненная периодического профиля Ат-IIIC – Ат-VII классов, горячекатаная А-I класса гладкая и А-II – А-VI классов рифленая.
Проволочная арматура – это холоднотянутая высокопрочная проволока Вр-II класса рифленая и В-II класса гладкая, Вр-I класса рифленая обыкновенной прочности.
Индекс «С» в термоупрочненной арматуре обозначает возможность стыкового соединения сваркой. А в горячетянутой – сталь марки 10ГТ для эксплуатации в северных условиях. Индекс «К» присваивается горячекатаным стержням повышенной коррозионной стойкости.
Чтобы проектировщику знать, какие арматурные стали сваривают, в ГОСТ 5781 приводится материальное исполнение классов арматуры:
- А-I – Ст3 спокойного, полуспокойного и кипящего раскисления;
- А-II – Ст5 раскисления пс и сп;
- Ас-II и А-III – 32Г2Р, 25Г2С,35ГС, 10ГТ, 18Г2С;
- Ат-IIIC – Ст5 всех типов раскисления;
- А-IV – 20ХГ2Ц, 80С;
- А-V и А-VI – 22Х2Г2С, 22Х2Г2Р, 22Х2Г2ТАЮ, 20Х2Г2СР, 23Х2Г2Т;
- Ат-IV, Ат-IVC и Ат-IVК – 25С2Р, 08Г2С, 10ГС2, 35ГС, 28С, 25Г2С, 20ГС;
- Ат-V – 25Г2С, 28С, 08Г2С, 10ГС2, 20ГС2, 20ГС;
- Ат-VК, Ат-VСК, Ат-VI, Ат-VIК, Ат-VII – 30ХС2, 20ХГС2, 25С2Р, 20ГС, 20ГС2, 20ХГС2, 35ГС, 25С2Р, 20ГС, 35ГС, 25С2Р;
- А-IIIв – 35ГС, 25Г2С.
Дуговой сваркой можно варить все. Исключением является сварка стержней арматуры А-III класса из стали 35ГС и 25Г2С. Так как швы становятся хрупкими из-за изменения структуры стали при нагреве до температуры плавления. То есть, в маркировке рифленого, круглого прутка должна стоять в конце буква «С». Например, А500С.
По умолчанию электроды для сварки арматуры содержат в проволоке, обмазке легирующие добавки и присадки для защиты жидкой ванны металла. Используются электроды для сварки арматуры а500с по регламенту ГОСТ 9466 и 9467. Проволока из стали Св-08 и Св-08А длиной 200 – 450 мм диаметром 1,6 – 12 мм обмазана специальным составом. В покрытие входят 4 группы компонентов:
- связующие – жидкое стекло
- легирующие – ферротитан, ферромолибден, феррохром;
- раскислители – ферромарганец, ферросилиций, алюминий;
- защитные – марганец, гранит, мрамор, шпат, мука древесная, крахмал;
- стабилизаторы горения – рутил, мел, селитра калиевая, поташ.

Стандартом ГОСТ 9466 и строительными нормативами СНиП 2,01,07, 23-01 и 52-01 рекомендованы электроды Э42, Э46, Э50, Э55, Э60 с рутиловым покрытием и модификации Э42А, Э46А, Э50А со специальными присадками для увеличения пластичности сварных стыков.
Сп перехлест арматуры. Расчет по марке бетона
Чем выше марка бетона, тем он прочнее и меньше нуждается в усилении, что позволяет экономить на арматуре, используя стержни меньшего сечения либо делая нахлест меньшей длины. Но он все также зависит от расположения стального контура в той или иной нагрузочной зоне бетона.
Корректировка коэффициентов по марке бетона и расположению соединения в той или иной нагрузочной зоне важно при устройстве монолитных плит перекрытий и ответственных сильно нагруженных конструкций. При возведении ленточного фундамента вполне достаточно самого простого расчета по сечению арматуры. Следует только помнить, что стандартный коэффициент (30-40) необходимо увеличить до 90, когда стык приходится на точку с высокой нагрузкой или изгибающим усилием.
Соединение сваркой
Сваривать можно только арматуру класса А400 или А500 с индексом «С». Если такого индекса в маркировке нет, производится только стыковка арматуры внахлест без сварки. Такой металл при сильном нагревании серьезно теряет в прочности и становится менее устойчивым к коррозии, что может привести к разрыву или деформации соединения в процессе эксплуатации железобетонной конструкции.
Нахлест при сварном соединении зависит уже не только от диаметра арматуры, но ещё и от её класса:
- протяженность шва для стержней А400С должна составлять не более 8 диаметров;
- для А500С – не более 10 диаметров.
Вязка арматуры под ленточный фундамент
Например, если силовой каркас монтируется из 16-миллиметровых стержней класса А500С, длина шва составит 160 мм. Сваривают их продольным швом электродами диаметром 4-5 мм.
Стыковка арматуры внахлест может осуществляться и другим способом – привариванием поперечных прутков по всей длине перепуска. Также применяют соединение стержней встык с приваркой муфты, объединяющей оба конца.
А вот перекрещивающиеся прутки сваривать нежелательно, так как в этих местах стыки больше склонны к разрывам под нагрузкой, чем связанные.
Стыковка вертикальной арматуры. Ванная сварка.
Раньше применялась повсеместно на больших серьёзных стройках, сейчас потихоньку вытесняется МСА. Получила своё название от банального сантехнического прибора. Дело в том, что два стержня (никаких изгибов) свариваются друг с другом в «корытце» из листовой низкоуглеродистой стали (про многоразовые «ванночки» говорить не будем). «Ванночки» изготавливают под различные диаметры стыкуемой арматуры, они прихватываются к стержням в месте стыковки так, чтобы между стержнями было 5-6мм (конец верхнего стержня обрезается под углом, чтобы был лучший доступ), и это пространство тщательно обваривается. «Ванночка» ставится своим дном внутрь колонны (защитный слой + удобство сварочных работ) и служит как бы ёмкостью, препятствующей растеканию расплавленной стали. Арматура должна быть класса А500С. Я соединял у себя этим способом ( внимательно смотрите Рис.1 ), рука не поднялась нахлестываться. Плюсы для меня перевесили минус, а именно:
Плюсы технологии: прочно-надёжно, экономия арматуры за счёт отсутствия нахлестов, ничего не надо гнуть, допускается в сейсмически опасных зонах.
Нахлест арматуры в балках. Нахлест арматуры при вязке по СНиПу
В санитарных нормах и правилах 2003 года указаны все существующие на данный момент разновидности соединения арматурных стержней для строительства. Речь идет о механических и сварных стыковых соединениях, а также стыки несварные внахлест. Механические производят муфтами резьбового или спрессованного типа специальными агрегатами.

Сварочные осуществляются сваркой, а нахлестовые соединения классифицируются следующим образом:
- Прямые стержни, имеющие монтаж или приварку на нахлестке поперечных стержней;
- Прямые профильные периодические прутья;
- Пруты, имеющие лапки, крюки, петли (загибы).
Нахлестом соединяется арматура с диаметром не больше 40 мм. По аналогичному документу санитарных норм (ACI 318–05) допущено соединение прутов с сечением не больше 36 мм. Это ограничение обуславливается тем, что арматура большая по сечению не проходила испытаний на надежность. Это говорит об отсутствии подтверждающих данных на этот счет.
Арматура не соединяется в зоне напряжения стержней и месте концентрации нагрузки на них. Данные манипуляции допускается производить с вязальной проволокой и без нее. В последнем случае проволоку для вязки арматуры используют. Специалистами рекомендовано применение опрессованных соединений или винтовых муфт при работе с прутами диаметром больше 25 мм по причине:
- увеличения уровня безопасности конструкции (на стыках ограничен объем бетона);
- снижения финансовых затрат на армирование (нахлесты обычно нуждаются в немалом перерасходе арматуры – до 20-25 %).
Дистанция между арматурными прутками внахлест в направлении горизонтально и вертикально должна составлять от 25 мм и более. При соблюдении данного условия появляется возможность беспрепятственного проникновения бетона в «проблемные» зоны каркаса. Для арматурных стержней более 25 мм лучше сделать подбор величины рекомендованной дистанции, аналогичной сечению стержней. Наибольшим расстоянием между стержнями для армирования по ширине ленты фундамента считается до 8 сечений арматуры.
В случаях использования вязальной проволоки дистанция между прутками часто равна нулю по причине высоты выступов профилей. Причем наибольшим расстоянием между армирующими элементами будет являться то, что составляет не больше 4-ех диаметров арматурных прутьев. Расстояние же между стыковыми парами рядом друг с другом при нахлесте будет не менее 30 мм (ниже 2-ух диаметров прутков).
Стыковка арматуры в колоннах. Текст научной работы на тему «Стыки продольной арматуры монолитных колонн»
СТЫКИ ПРОДОЛЬНОЙ АРМАТУРЫ МОНОЛИТНЫХ колонн
THE JOINTS OF THE LONGITUDINAL REINFORCEMENT OF MONOLITHIC COLUMNS
A.H. Малахова A.N. Malakhova
В статье рассматриваются варианты стыкового соединения стержней продольной арматуры колонн при проектировании монолитных многоэтажных зданий. Приведены рекомендации по выбору способа стыкования арматуры.
In this article are discussed the variants of jointing of the longitudinal reinforcement of columns in the designing of monolithic multistory buildings. There are made recommendations for the choice of method of jointing the reinforcement.
В монолитных многоэтажных зданиях стыки продольной арматуры колонн устаиваются в уровне верха перекрытий. Устройство стыков связано с выбором способа стыкового соединения стержней, а также с выполнением ряда конструктивных требований.
Основными способами соединения стержней являются:
o стыки арматурных стержней внахлестку без сварки; o стыкование арматуры с применением сварки;
o стыки арматурных стержней с применением специальных механических устройств, например, обжимных или резьбовых муфт.
В соответствии с рекомендациями, приведенными в , для снижения расхода стали и облегчения бетонирования колонн при диаметре арматурных стержней 20 мм и более следует выполнять стыкование арматуры вторец с помощью ванной сварки или обжимных муфт. При диаметре арматурных стержней до 18 мм включительно арматура стыкуется внахлестку без сварки.
На рисунке 1 приведена схема устройства стыка продольных стержней колонны с помощью выпусков арматуры в уровне верха перекрытий при одинаковом и различном поперечном сечении колонн нижнего и верхнего этажей. При этом перевод стержней из одного этажа колонны в другой осуществляется путем отгиба выпусков с уклоном не более 1: 6. Часть стержней колонны нижнего этажа может быть доведена до верха перекрытия и не заводиться в верхнюю колонну, если обрываемая арматура по расчету не нужна в колонне верхнего этажа .
В соответствии с рекомендациями, приведенными в , при устройстве стыка продольных стержней монолитных колонн с помощью выпусков арматуры диаметр стержней не ограничивается диаметром ds =18 мм, а для снижения расхода арматуры
ВЕСТНИК
_МГСУ
при высоте этажа менее 3,6 м или при ^ >28 мм стыки продольных стержней колонны выполняются через этаж.
а/ 6} Ы
О О и
Рис. 1. Схема устройства стыка продольных стержней колонны с помощью выпусков арматуры в уровне верха перекрытий (поперечная арматура колонны и армирование плиты перекрытия
условно не показаны):
а) - при одинаковом поперечном сечении колонн нижнего и верхнего этажей;
б) - при различном поперечном сечении колонн нижнего и верхнего этажей;
в) - при различном поперечном сечении колонн этажей и обрыве части продольных стержней нижней колонны
Длина арматурных выпусков определяется по формуле :
Л,
I — {X х 10
:,са!
Соединение арматуры сваркой. Сварка внахлест
Такая технология чаще всего используется для элементов армокаркаса, которые не подвергаются повышенным нагрузкам. Это означает, что подобная сварка арматуры для фундамента не подойдет. Тоже самое касается и конструкций, испытывающих большие нагрузки на изгибах. Подобный тип соединения считается самым ненадежным и наименее прочным.
Принцип такого стыкования металлических стержней заключается в соединении прутков в продольной плоскости, при смещении их концов до 30 см друг на друга. Чем больше делается нахлест, тем большей прочностью будет обладать свариваемая конструкция.
Сварка арматуры внахлест выполняется с двух сторон соединения, что может вызвать неудобства, если один из сварочных швов будет находиться сверху, а другой снизу. В этом случае до нижнего шва бывает очень сложно добраться.
Полезно! Чтобы стержни лучше стыковались их концы необходимо зачистить с помощью железной щетки и обработать абразивными инструментами, чтобы стыкуемые поверхности были плоскими.
Сваривать каркасы арматуры нужно в определенном режиме, который будет зависеть от сечения металлических стержней. Допустим, вы используете изделия диаметром 5-8 мм. В этом случае для сварки необходимо использовать электроды с сечением 3 мм. Для стержней на 8-10 мм, потребуется расходник на 4 мм. Если диаметр прутков более 10 мм, то применять нужно электроды диаметром 5 мм.

Полезно! Электроды для сварки арматуры внахлест можно использовать любые, но чаще всего строители применяют расходники АНО и МР.
Также необходимо учесть силу тока, которая потребуется для стержней разного диаметра:
- для стержней диметром 5 мм, потребуется 200 А;
- 6 мм – не более 250 А;
- 8 мм – 300 А;
- 10 мм – 350 А;
- 20 мм – 450 А.