Сваренная арматура для фундамента можно ли использовать. Способы снижения негативного воздействия сварки на прочность арматуры
Сваренная арматура для фундамента можно ли использовать. Способы снижения негативного воздействия сварки на прочность арматуры
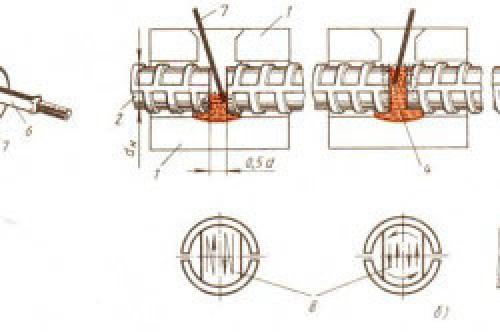
Схема полуавтоматической сварки арматурных стыков: а. вертикального, б. горизонтального; 1. Полуформы; 2. Стержни арматурные; 3. Скобы; 4. Расплавленный металл; 5. Шлаковая ванна; 6. Держатель; 7. Электродная проволока; 8. Направления движения сварочной проволоки; 9. Стык.
Так, первым шагом на пути к минимизации негативных последствий должен стать выбор электродов, соответствующих диаметру ребристых или гладких прутьев, которые предстоит сваривать. При этом следует иметь в виду, что для прутьев относительно небольшого диаметра (до 14 мм) подойдет большинство электродов, предлагаемых в продаже. Если же речь идет о том, чтобы варить армирующие прутья большего диаметра, можно использовать специализированные электроды. Следует отдать предпочтение тем из них, которые можно использовать для работы с низкоуглеродистой сталью: они обеспечат менее интенсивное воздействие на свариваемый материал и тем самым окажут минимальное воздействие на его прочность.
Кроме того, важно помнить, что варить фундамент можно, правильно подобрав величину тока, используемого при сваривании. Недостаточно интенсивный ток не позволит получить качественное и прочное соединение, вследствие чего в дальнейшем возможно нарушение прочности конструкции, а слишком интенсивный ток сделает металл в месте соединения хрупким после остывания. Таким образом, и слишком сильный, и слишком слабый ток являются негативными факторами с точки зрения обеспечения прочности арматуры несущей строительной конструкции. Одним из индикаторов, которые можно использовать для оценки степени достаточности силы тока, используемого для осуществления сварочных работ, является характер взаимодействия поверхности металла с электродом в процессе сварочных работ: если электрод прилипает к стали, это означает, что сила тока является недостаточной и ее можно увеличить.
Схема армирования столбчатого фундамента.
Для придания большей долговечности сварному соединению, по мнению специалистов, можно прибегнуть к увеличению плотности прилегания свариваемых элементов друг к другу. Достигнуть наибольшей плотности можно посредством использования шлифовального инструмента, позволяющего максимизировать площадь прилегающих друг к другу поверхностей.
Наконец, чтобы убедиться в отсутствии негативных последствий выбранной технологии осуществления сварочных работ, можно произвести небольшой эксперимент для оценки результатов ее применения. Нужно осуществить сваривание отдельного соединения и предоставить ему возможность остывания. После того как температура сваренного соединения достигла комнатной, можно оценить негативное воздействие на арматуру посредством визуального контроля места сварки.
Появление на нем трещин является ярким свидетельством несоответствия какого-либо параметра выбранной технологии характеристикам металла, используемого в качестве армирующего материала для несущей строительной конструкции. Если же после остывания в месте соединения металлических прутьев не появилось никаких трещин, можно с уверенностью сказать, что выбранная технология является подходящей для указанных характеристик металла. Таким образом, убедившись в отсутствии негативных последствий, можно остановиться на применении выбранной технологии.
Выбор электродов является первым шагом на пути к минимизации негативных последствий сварки арматуры.
Для прутьев относительно небольшого диаметра (до 14 мм) подойдет большинство электродов, предлагаемых в продаже.
Если речь идет о том, чтобы варить армирующие прутья большего диаметра, можно использовать специализированные электроды.
Следует отдать предпочтение тем из них, которые можно использовать для работы с низкоуглеродистой сталью: они обеспечат менее интенсивное воздействие на свариваемый материал и тем самым окажут минимальное воздействие на его прочность.
Учет силы тока
Важно помнить, что варить фундамент можно, правильно подобрав величину тока, используемого при сваривании.
Недостаточно интенсивный ток не позволит получить качественное и прочное соединение, вследствие чего в дальнейшем возможно нарушение прочности конструкции, а слишком интенсивный ток сделает металл в месте соединения хрупким после остывания.
Таким образом, и слишком сильный, и слишком слабый ток являются негативными факторами с точки зрения обеспечения прочности арматуры несущей строительной конструкции.
Оценка силы тока
Один из индикаторов, которые можно использовать для оценки степени достаточности силы тока, используемого для осуществления сварочных работ, является характер взаимодействия поверхности металла с электродом в процессе сварочных работ:
- Если электрод прилипает к стали, это означает, что сила тока является недостаточной и ее можно увеличить.