Как сварить две арматуры электросваркой. Сварка внахлест
- Как сварить две арматуры электросваркой. Сварка внахлест
- Сварка арматурой вместо электрода. Можно ли сделать электроды для сварки своими руками
- Сварка арматуры внахлест
- Контактная сварка арматуры. Аппарат точечной сварки: описание
- Как варить арматуру для фундамента. Для чего предназначена арматура в фундаменте
Как сварить две арматуры электросваркой. Сварка внахлест
Сварка внахлест — не самый популярный метод, несмотря на его относительную простоту. Его используют в тех случаях, когда необходимо сварить не самые ответственные конструкции, поскольку такое соединение не очень прочное. В частности, не стоит выполнять сварку арматуры на высоте. При желании шов даже можно разбить с помощью обычного молотка. Учитывайте это.
На картинке ниже изображена сварка внахлест. Вы можете видеть, что прутки смещены относительно друг друга, обычно это расстояние варьируется от 15 до 30 сантиметров. Чем нахлест больше, тем надежнее вся конструкция, но и расход арматуры тоже увеличиться.
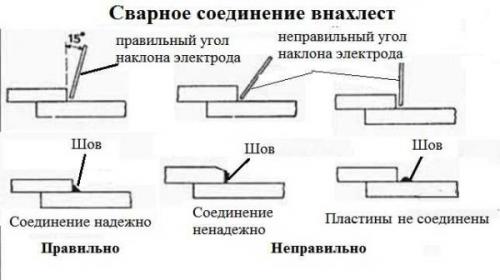
Формирование шва следует проводить с противоположных сторон каждого из прутков. Это не всегда удобно. Иногда бывают случаи, когда просто нет возможности добраться до предполагаемой зоны сварки и приходится выполнять шов в неправильном положении. От этого надежность страдает еще больше.
Технология сварки арматуры внахлест предполагает предварительную подготовку изделий перед сваркой . Зачистите концы арматуры с помощью щетки с жесткими металлическими щетинами. Вы также можете использовать для этих целей шлифовальный круг или любые другие методы зачистки.
Теперь о выборе электродов для сварки. Здесь все просто: чем больше диаметр арматуры, тем толще должны быть электроды. Пользуйтесь нашими рекомендациями:
- Арматура от 5 до 8 миллиметров — выбирайте электроды диаметром до 3 миллиметров.
- Арматура от 8 до 10 миллиметров — выбирайте электроды диаметром 4 миллиметра.
- Арматура от 10 миллиметров и более — выбирайте электроды диаметром 5 миллиметров и более.
Также важно правильно настроить силу тока. Здесь цена ошибки может быть слишком большой, поэтому будьте внимательны. Ниже вы можете видеть таблицу, где указан диаметр арматуры и рекомендуемое значение тока. Первое время пользуйтесь этой таблицей, затем постарайтесь отследить результаты работы и научитесь настраивать аппарат, опираясь на свой опыт.

Что касается электродов, то можете выбирать недорогие МР и АНО. Они прекрасно подойдут для сварки внахлест.
Сварка арматурой вместо электрода. Можно ли сделать электроды для сварки своими руками
Можно ли сделать электроды для сварки своими руками
Не знаю, зачем кому-то может пригодиться делать электроды своими руками, но такие вопросы изредка все-таки возникают у пытливых умов. Возможно, кто-то хочет организовать собственный бизнес по производству электродов, а возможно — просто хочет попробовать для себя что-то новенькое.
Как бы там ни было, но сделать нормальный электрод для сварки в домашних условиях не представляется возможным. Если бы все так было просто, то никто бы не покупал электроды, а спокойно себе мог варить гвоздём или арматурой.
Дело в том, что в состав электродной обмазки входят особые компоненты, которые трудно найти в обычном магазине хозяйственных товаров. Именно обмазка электрода отвечает за защиту сварного шва, а так же за его маломальское качество.
Можно ли сделать электроды для сварки
Самый простейший вариант самодельного электрода представляет собой кусок стальной проволоки, который обернут бумагой под слоем жидкого стекла. В процессе сгорания бумаги выделяется дым, который и служит защитой сварочной ванны.
Также в состав самодельной обмазки для электрода может включаться мел. В таком случае измельчённый мел наносится на жидкое стекло, образуя собой электродную обмазку. Ну а после этого самодельные электроды отправляются в печь для просушки.

Следует знать, что качество самодельных электродов оставляет желать лучшего. В состав обмазки современных электродов, тех, которыми мы привыкли пользоваться ежедневно, входят специальные компоненты.
В первую очередь это легирующие, газообразующие, стабилизирующие и шлакообразующие компоненты. Добавляются они с одной целью, чтобы увеличить эффективность сварки, улучшить качество сварного шва и минимизировать вред для сварщика.

В составе обмазки также присутствует плавиковый шпат, рутил и мрамор. В качестве связующего вещества применяется всё-то же жидкое стекло. Однако учитывая нынешнюю технологию изготовления электродов в плане их давления под прессом, качество заводской продукции оказывается в разы лучше.
Как сделать электрод своими руками
Но все же многие, возможно, захотят сделать электроды своими руками, так сказать в ознакомительных целях.

В таком случае понадобится запастись следующими материалами:
- Проволокой — это может быть стальная или проволока из других металлов. Очень важно чтобы наплавляемый металл, то есть тот, из которого будет изготовлен электрод, максимально близко по своему составу подходил к свариваемому металлу;
- Жидкое стекло ;
- Измельчённый в порошок мел ;
- Плотная бумага .
Процесс изготовления электродов своими руками не вызывает особой сложности даже у неподготовленного человека. Сначала проволока нарезается болгаркой на небольшие куски, длиной по 30-40 см.
После этого на прутки кисточкой наносится жидкое стекло, поверх которого насыпается тонкий слой мела. Далее пруток обкатывается, чтобы обмазка равномерно обволакивала весь электрод.

Если мел не используется, то после нанесения на пруток жидкого стекла, самодельный электрод, нужно будет обернуть бумагой. По завершению работ остается лишь высушить электроды, сделанные своими руками.
Для этого они отправляются в печь на сушку, при температуре свыше 100 градусов. Как правило, для полноценной просушки электродов хватает 1-2 часа.
Сварка арматуры внахлест
Оптимальным способом соединения арматуры является сварка различными способами. При сварке прочность соединения выше, имеет большую производительность, меньше трудозатрат.
На практике чаще всего применяют стыковое соединение с усиливающими стержнями, нахлесточное соединение стержней и нахлесточное соединение стержней с пластинами или фасонными деталями.
Стыковое соединение с усиливающими стержнями представляет собой два стержня, расположенных на одной оси, по бокам от стержней в месте их соединения располагаются усиливающие стержни (С21-Рн, С21-Мн). Сварка производится по линии соприкосновения основных и усиливающих стержней. Для сварки стержней большого диаметра можно применить сварку с двух сторон.
Во избежание деформаций стержней сварку производят короткими швами в шахматном порядке. Такой способ соединения применим для сварки арматуры любых классов диаметром более 10 мм.
Нахлесточное соединение представляет собой два стержня, расположенных в параллельных осях и имеющих одну общую линию соприкосновения (С23-Рэ, С-23-Мэ). Сварка производится по линии соприкосновения. Таким способом можно соединять арматуру разного диаметра, при этом размеры и характеристики шва выбираются по стержню с меньшим диаметром.
Двухсторонние швы допускается выполнять для арматуры класса А240 и Ас300 и длиной шва, равной четырём диаметрам стержня.
Нахлесточное соединения стержня с пластиной или фасонной деталью представляет собой стержень, установленный на пластину и имеющий одну линию соприкосновения с ней (Н1-Рш и следующие). Ручная дуговая сварка применяется для стержней диаметром от 10 до 32 мм и толщиной пластины от 4 мм. При этом сварка ведётся от края пластины вдоль линии соприкосновения со стержнем и заканчивается выходом шва на поверхность пластины. При применении контактной сварки выбирают стержни диаметром 6-16 мм и пластины с толщиной не менее 4 мм. При этом пластины должны иметь специальную форму поверхности.
Перед выполнением сварочных работ свариваемые поверхности очищают от загрязнений механическим способом. При наличии влаги производят просушку стержней газопламенными горелками. При наличии любых загрязнений, влаги или ржавчины качество сварочного шва резко ухудшается.
Сборку изделий осуществляют на специализированных сварочных столах, стендах, кондукторов с применением фиксирующих устройств. При проведении монтажных работ на строительной площадке необходимо укрытие места сварки от атмосферных осадков и ветра.
Основным способом сварки для проведения монтажных работ на строительной площадке является электродуговая сварка . Стационарные источники сварочного тока имеют характеристики выше, чем переносные сварочные аппараты, но неудобны для монтажных работ, так как потребуются дополнительные сварочные кабели. Такими источниками производят укрупнённую сборку с дальнейшей транспортировкой изделия к месту установки. Монтаж изделия в месте установки производят переносными сварочными аппаратами инверторного типа. Они имеют малый вес, стабильную работу, точную настройку сварочного тока, что способствует повышению производительности и качества сварных соединений.
Примерная стоимость инверторов для сварки на Яндекс.маркет
Выбор сварочных материалов и режимов сварки будет зависеть от класса и диаметра арматуры. При сварке стержней разного диаметра режимы выбираются по меньшему диаметру.
По окончании сварочных работ производится зачистка сварного соединения от шлака и брызг , визуальный контроль сварочного шва. При наличии дефектов производят ремонт сварного соединения или вырезают его полностью и сваривают снова.
Контактная сварка арматуры. Аппарат точечной сварки: описание
Аппараты, применяемые при контактной точечной сварке, различны, разнообразна и их схема. К примеру, при относительно небольших объемах работ широко используются машины одно- и двухэлектродные. При необходимости сварки тяжелой арматуры, а также в целях приварки отдельных стержней применяют иные аппараты: подвесные контактные машины со сварочными клещами.
Все выпускаемые машины имеют либо односторонний подвод тока, либо двусторонний. Во втором случае ток подводится к нижнему и верхнему стержням.
Когда же подвод тока односторонний, то осуществляется это от вторичного витка трансформатора (снизу). Аппараты с односторонним подводом характеризуются меньшей длиной протекания, что оказывает существенное воздействие на сопротивление (в сторону его снижения). В результате наблюдается повышение производительности за счет появления возможности одновременной сварки нескольких пересечений.
Все сварочные аппараты для одно- и многоточечной контактной сварки разделяются на стационарные и подвесные. При этом подвесные еще бывают со встроенным трансформатором либо выносным.
Относительно невысокой производительностью и малым вылетом хобота электродержателя характеризуются одноточечные стационарные аппараты, оснащенные гидравлическим приводом, и некоторые подвесные, имеющие пневмопривод (типа МТП-75 и МТПП-75 соответственно). Подобные аппараты применяются в целях выполнения работ небольшого объема.
Одноточечные подвесные машины, имеющие номинальную мощность до 75 кВт, позволяют осуществлять соединение арматуры, где меньший стержень будет иметь минимальный диаметр до 16 мм. Аналогичные стационарные аппараты позволяют сваривать стержни с диаметром до 22 мм.
При необходимости сварки арматуры большего диаметра применяются иные аппараты, обладающие значительно большей мощностью. Также прибегают к многоточечной контактной сварке.
Какова схема сварочного аппарата?
Для начала ознакомимся с одноточечной стационарной машиной. Итак, такая установка состоит из следующих элементов:
- Корпус;
- Пневмопривод;
- Система подвода тока;
- Система охлаждения.
Схема предполагает, что корпус вмещает в себя трансформатор, контактор, переключатель ступеней и панель зажимов.
Сжатый воздух в пневмоцилиндре обеспечивает вертикальное перемещение верхнего электрода, а также сжатие свариваемых стержней. Охлаждение производится при помощи воды.
Разумеется, схема иных аппаратов выглядит несколько иначе. Необходимо также отметить, что допустима и самостоятельная сборка и установка аппарата для контактной точечной сварки арматуры. Различных вариантов довольно много, но, как правило, в основе лежит определенная схема контактной точечной сварки, требующая минимально возможного количества деталей. Впрочем, любая подобная схема позволит собрать относительно маломощный аппарат для сварки арматуры.
Как варить арматуру для фундамента. Для чего предназначена арматура в фундаменте
Профессиональный подход к сооружению фундамента гарантирует длительный срок эксплуатации здания. Прочная основа сохраняет целостность, так как устойчива к появлению трещин в результате усадки грунта. Обеспечение прочности фундамента с помощью пространственной рамы – серьезная задача. Важно тщательно продумать конструктивные особенности армированной конструкции, для изготовления которой могут использоваться стальные стержни или металлическая сетка.
Для небольших зданий в качестве фундамента часто используют основание ленточного типа. При условии правильного изготовления оно обеспечивает устойчивость строений на протяжении длительного времени. Нельзя сформировать надежную основу, заливая фундамент бетонной смесью без дополнительного армирования. В этом случае в результате деформации через некоторый промежуток времени он растрескается.

При закладке основания соединение арматуры может производиться двумя основными способами: сваркой или связкой
Правильно выполненное армирование позволяет предотвратить преждевременное нарушение целостности основы. Сортамент арматуры при этом определяется расчетным путем.
Применение стальных стержней позволяет:
- значительно повысить прочность фундамента;
- обеспечить равномерное распределение действующих усилий;
- демпфировать реакцию почвы в результате морозного пучения;
- обеспечить длительный срок эксплуатации строения.
Укрепление основания защищает его от появления трещин, вызванных деформацией.
Профессиональный подход к сооружению фундамента гарантирует длительный срок эксплуатации здания. Прочная основа сохраняет целостность, так как устойчива к появлению трещин в результате усадки грунта.
Арматура в фундаменте
Обеспечение прочности фундамента с помощью пространственной рамы – серьезная задача. Важно тщательно продумать конструктивные особенности армированной конструкции, для изготовления которой могут использоваться стальные стержни или металлическая сетка.
Типы фундаментов
Для небольших зданий в качестве фундамента часто используют основание ленточного типа. При условии правильного изготовления оно обеспечивает устойчивость строений на протяжении длительного времени.
Армирование фундамента
Нельзя сформировать надежную основу, заливая фундамент бетонной смесью без дополнительного армирования. В этом случае в результате деформации через некоторый промежуток времени он растрескается.
Способ армирования
При закладке основания соединение арматуры может производиться двумя основными способами: сваркой или связкой.
Применение стальных стержней
Применение стальных стержней позволяет:
- Укрепление основания, которое защищает его от появления трещин, вызванных деформацией.