Как правильно сварить две арматуры. Как правильно приварить арматуру к арматуре
- Как правильно сварить две арматуры. Как правильно приварить арматуру к арматуре
- Какими электродами варить арматуру. Сварка арматуры внахлест
- Сварка арматуры внахлест гост. Сварка арматуры а500с внахлест гост
- Сварка арматуры полуавтоматом. Тонкости выполнения работ при помощи полуавтоматического сварочного аппарата
- Сварка арматуры внахлест
- Сварка арматуры ручной дуговой сваркой. Контактная точечная
- Как варить арматуру к уголку. Как сварить арматуру крест накрест
Как правильно сварить две арматуры. Как правильно приварить арматуру к арматуре
Как правильно соединять арматуру сваркой?
Для надежного соединения элементов арматурных каркасов для фундамента используется контактная сварка ванным способом.
Сварной арматурный каркас для фундамента
Стыковка стержней может производиться и другими методами, которые имеют свои преимущества и недостатки.
1 Плюсы и минусы сварки арматуры для фундамента
Сварка арматуры для создания каркасов с помощью контактной сварки имеет один существенный недостаток – понижение прочностных характеристик стержней в зоне разогрева.
Такое явление связанно с тем, что прочность стержней обеспечивается за счет предварительной закалки их структуры, а электроды при выполнении контактной сварки приводят к отпуску стали. В результате арматура для создания каркасов становится более хрупкой.
Кроме того полученное сварное соединение плохо реагирует на изгибы. Так, структура стержней марки а500с может деформироваться на этапе уплотнения бетона фундамента при использовании вибраторов.
Арматура марки a500с
При использовании сварки стержней ванным способом хрупкий шов может разрушиться при создании фундамента на податливых видах грунтов.
Если происходит просадка конструкции, то арматура из стали марки а500с подвергается изгибающим усилиям.
Это приводит к разрушению сварных соединений каркасов. В связи с этим не рекомендуется сваривать арматуру для фундамента на болотистых местностях.
Основное преимущество контактной стыковой сварки ванным способом заключается в высокой скорости проводимых работ. Особенно важно это при больших строительных объемах.
Изготовление каркасов можно проводить, размещая прутья из стали марки а500с в продольном и поперечном направлениях.
Сваривать каркас можно в местах пересечения стержней. Преимущества соединения стержней из стали марки а500с контактной сваркой ванным способом заключаются в:
- низкой стоимости расходных материалов;
- малых временных затратах;
- возможности получения каркасов высокой прочности.
1.1 Сварка элементов каркаса фундамента ( 1.2 Как выбрать свариваемую арматуру?
Для создания каркасов бетонных фундаментов можно использовать арматуру из стали марки а500с. В большинстве случаев сваривать их необходимо контактной сваркой ванным способом.
Рекомендуется использовать изделия из стали с круглым сечением, а для неглубокого ленточного фундамента можно использовать пластины прямоугольной формы.
Выбор арматуры осуществляется по диаметрам . На современном рынке представлены стержни с сечением от 5 до 32 мм.
Следует учитывать, что чем больше сечение стержней, тем более прочным будет каркасное соединение.
Стоимость таких стержней будет дороже обычных, а потому выбор нужно делать с учетом прочности изделий и их стоимости.
Производя выбор стержней для фундамента, особое внимание уделяется их длине, с учетом которой можно просчитать расход изделий.
Сейчас можно приобрести арматуру с показателями длины в 6, 9 или 11,7 м, а для ее гибки использовать специальный станок.
Выбор представленных изделий из стали должен быть обусловлен типом фундамента, а также характеристиками почвы.
Чем выше будет показатель несущей способности грунта, тем меньшего сечения арматуру можно использовать.
Для частного строительства можно использовать изделия с диапазоном сечений от 10 до 16 мм. Для фундамента, возведенного на слабонесущем грунте лучше применять изделия с толщиной не менее 16 мм.
Производя выбор подходящего расходного материала для каркасов, важно учитывать, что прутья с сечением в 10 мм не могут долгое время выдерживать нагрузку и их использование будет нерациональным.
Какими электродами варить арматуру. Сварка арматуры внахлест
Данную технологию преимущественно применяют для соединения тех элементов арматурного каркаса, которые не предполагают увеличенных нагрузок. Соответственно, этот способ сварки арматуры не подходит для создания фундаментов или конструкций, подверженных высоким нагрузкам на местах изгибов. Это наименее надежный и прочный тип сварки.
Согласно этому методу, стыковка металлических стержней производится посредством продольного соединения прутьев, сдвигая их концы до 30 см друг к другу. Чем большим будет нахлест, тем более прочной получится конструкция в результате сварки.

Арматуру сваривают внахлест с обеих сторон соединения, однако не всегда это удобно, например если сварочные швы расположены друг под другом. Так доступ к нижнему шву может быть сильно ограничен.
Важно ! Для лучшей стыковки стержней следует выполнить зачистку их концов железной щеткой с последующей обработкой абразивными инструментами – так вы получите плоские соединяемые поверхности.
При сварке арматурных каркасов подбирают режим и электроды по диаметру и марке в соответствии с сечениями металлических стержней.
К примеру, диаметр используемых прутьев составляет 5–8 мм. Тогда сварку следует производить электродами с диаметром сечения 3 мм.
Изделия диаметром 8–10 мм сваривают при помощи электродов с сечением 4 мм. Для стержней диаметром более 10 мм используют электроды, сечение которых составляет 5 мм.
Важно ! При соединении арматуры сваркой внахлест возможно применение любых электродов, однако наиболее распространенными являются изделия АНО и МР.
Сварка арматуры внахлест гост. Сварка арматуры а500с внахлест гост
1 Область применения
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 10922-2012 * Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
* На территории Российской Федерации действует ГОСТ Р 57997-2017 Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772-88 Прокат для строительных конструкций. Общие технические требования
ГОСТ 34028-2016 Прокат арматурный для железобетонных конструкций. Технические условия
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте использованы термины по ГОСТ 10922.
4 Типы и обозначение
4.1 Обозначения типов сварных соединений и способов их сварки приведены в таблице 1.
Сварка арматуры полуавтоматом. Тонкости выполнения работ при помощи полуавтоматического сварочного аппарата
Трудно себе представить качественное производство металлических изделий без применения сварочных работ. Сварка полуавтоматом – это один из самых распространенных методов, применяемых для варки черных и цветных металлов различной толщины.
Применение специальных технологий при сварке полуавтоматом позволяет значительно повысить качество сварного шва и ускорить процесс. Подобный вид сварки активно используется на многих станциях технического обслуживания автомобилей для выполнения кузовного ремонта.
Что такое полуавтоматическая сварка?
Прежде чем начать осваивать технологию полуавтоматической сварки следует узнать устройство аппаратуры.
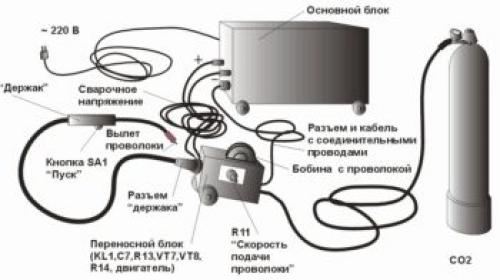
Электромеханический инструмент, называемый полуавтоматической сваркой , в конструкции включает:
- основной блок, отвечающий за подачу питания и электродной проволоки;
- сварочный рукав или шланг;
- горелку, внутри которой расположена проволока;
- токопроводящий наконечник;
- систему подачи защитного газа.
Некоторые крупные предприятия используют полуавтоматические стационарные модели, обеспечивающие быструю скорость сварки, равномерный шов и низкое потребление электрической энергии.
Аппарат полуавтоматической сварки.
Все виды полуавтоматических автоматов по способу работы делятся на:
- аппаратуру для сварки в среде инертных газов;
- устройство, использующие для основы флюс;
- аппараты, использующие порошковую проволоку;
- универсальные полуавтоматы.
Все виды сварочных полуавтоматов идеально подходят для выполнения работ по соединению изделий из цветного или черного металла.
По методу подачи электродной проволоки сварочные автоматы полуавтоматического типа делятся на:
- Стационарные.
Аппаратура жестко закреплена на подставке или специальной консоли. - Переносные.
Устройство выполнено в виде переносимой тумбы. - Передвижные.
Специальная тележка, приспособленная к передвижению по одному помещению.
По расположению подающих роликов полуавтоматы можно условно разделить на:
- толкающие;
- тянущие;
- толкающе-тянущие.
Особенности технологии
Полуавтоматическая сварка позволяет качественно сваривать даже ржавый или оцинкованный металл. Соединяя изделия из сложно свариваемых материалов лучше всего использовать медную или алюминиевую проволоку, поскольку данные металлы позволяют получить крепкий и равномерный шов.
В целом, технология сварки в защитном газе или с использованием флюса включает такие подготовительные шаги:
- очистка и обезжиривание свариваемых поверхностей при помощи популярных растворителей;
- проверка газового оборудования;
- выполнение пробного шва, для корректировки настроек сварочной аппаратуры;
- тонкий подбор силы тока и напряжения.
Сварка в среде защитного газа – это наиболее простой вариант использования аппаратуры. Газ для полуавтоматической сварки подойдет любой: углекислый, гелий, азот или аргон. Техника выполнения сварочных работ одинакова для всех газов.
Чаще всего начинающие сварщики выбирают для сварки углекислый газ, ввиду его дешевизны и достаточно хороших параметров.
Преимущества полуавтоматической сварки в углекислой среде:
- сохранение внешнего вида изделия;
- возможность обработки даже самых тяжело доступных участков;
- минимальное количество отходов;
- прочный и тонкий сварной шов;
- быстрая скорость выполнения работы.
Сварка в среде углекислого газа является одним из самых простых методов соединения металлических изделий.

Выбор тока для сварки полуавтоматом.
Качество сварного шва может зависит от следующих тонкостей:
- метод ведения проволоки;
- соблюдение нужного интервала между соединяемыми деталями;
- несоблюдение норм выполнения работ.
Сварка полуавтоматической аппаратурой без газа – это альтернативный вариант соединения металлов, позволяющий предотвратить возникновение окислов и проконтролировать получение высококачественного шва.
Метод безгазовой сварки подразумевает использование прямой подачи тока и применения порошковой или флюсовой проволоки. В процессе сварки при сгорании проволоки образуется газовая среда достаточная для качественного выполнения работ.
Соединение стальных изделий при помощи безгазовой полуавтоматической сварки делятся на этапы:
- приобретение сварочной стальной проволоки с флюсом;
- включение подачи проволоки;
Важно отметить, что полуавтоматические сварочные устройства позволяют сваривать даже алюминиевые детали, обладающие нестандартными характеристиками. Для соединения изделий из алюминия необходимо использовать аргон в качестве защитного газа.
Сварка арматуры внахлест
Оптимальным способом соединения арматуры является сварка различными способами. При сварке прочность соединения выше, имеет большую производительность, меньше трудозатрат.
На практике чаще всего применяют стыковое соединение с усиливающими стержнями, нахлесточное соединение стержней и нахлесточное соединение стержней с пластинами или фасонными деталями.
Стыковое соединение с усиливающими стержнями представляет собой два стержня, расположенных на одной оси, по бокам от стержней в месте их соединения располагаются усиливающие стержни (С21-Рн, С21-Мн). Сварка производится по линии соприкосновения основных и усиливающих стержней. Для сварки стержней большого диаметра можно применить сварку с двух сторон.
Во избежание деформаций стержней сварку производят короткими швами в шахматном порядке. Такой способ соединения применим для сварки арматуры любых классов диаметром более 10 мм.
Нахлесточное соединение представляет собой два стержня, расположенных в параллельных осях и имеющих одну общую линию соприкосновения (С23-Рэ, С-23-Мэ). Сварка производится по линии соприкосновения. Таким способом можно соединять арматуру разного диаметра, при этом размеры и характеристики шва выбираются по стержню с меньшим диаметром.
Двухсторонние швы допускается выполнять для арматуры класса А240 и Ас300 и длиной шва, равной четырём диаметрам стержня.
Нахлесточное соединения стержня с пластиной или фасонной деталью представляет собой стержень, установленный на пластину и имеющий одну линию соприкосновения с ней (Н1-Рш и следующие). Ручная дуговая сварка применяется для стержней диаметром от 10 до 32 мм и толщиной пластины от 4 мм. При этом сварка ведётся от края пластины вдоль линии соприкосновения со стержнем и заканчивается выходом шва на поверхность пластины. При применении контактной сварки выбирают стержни диаметром 6-16 мм и пластины с толщиной не менее 4 мм. При этом пластины должны иметь специальную форму поверхности.
Перед выполнением сварочных работ свариваемые поверхности очищают от загрязнений механическим способом. При наличии влаги производят просушку стержней газопламенными горелками. При наличии любых загрязнений, влаги или ржавчины качество сварочного шва резко ухудшается.
Сборку изделий осуществляют на специализированных сварочных столах, стендах, кондукторов с применением фиксирующих устройств. При проведении монтажных работ на строительной площадке необходимо укрытие места сварки от атмосферных осадков и ветра.
Основным способом сварки для проведения монтажных работ на строительной площадке является электродуговая сварка . Стационарные источники сварочного тока имеют характеристики выше, чем переносные сварочные аппараты, но неудобны для монтажных работ, так как потребуются дополнительные сварочные кабели. Такими источниками производят укрупнённую сборку с дальнейшей транспортировкой изделия к месту установки. Монтаж изделия в месте установки производят переносными сварочными аппаратами инверторного типа. Они имеют малый вес, стабильную работу, точную настройку сварочного тока, что способствует повышению производительности и качества сварных соединений.
Примерная стоимость инверторов для сварки на Яндекс.маркет
Выбор сварочных материалов и режимов сварки будет зависеть от класса и диаметра арматуры. При сварке стержней разного диаметра режимы выбираются по меньшему диаметру.
По окончании сварочных работ производится зачистка сварного соединения от шлака и брызг , визуальный контроль сварочного шва. При наличии дефектов производят ремонт сварного соединения или вырезают его полностью и сваривают снова.
Сварка арматуры ручной дуговой сваркой. Контактная точечная
Стыковое соединение стержней безэлектродным методом в больших объемах производится стационарным оборудованием для сварки арматуры. Это специальные стационарные автоматы, установленные в цехах. На строительных площадках подобного оборудования нет.

Контактная точечная сварка арматуры
Ванна расплава на поверхности арматуры при сварке контактным методом образуется за счет преобразования электрической энергии в тепловую при возникновении дуги, она прошивает металл насквозь. Ток подводится в рабочую зону по неплавящимся электродам. Разогретую зону стыка плотно сжимают. Метод энергозатратный, но высокопроизводительный. По сути, стыковая автосварка – контактно-точечный способ с высокой плотностью точек контакта.
Ручное оборудование стационарного или переносного типа используют для соединений внахлест. Площадь воздействия ограничена диаметром электродов. На строительной площадке контактно-точечная сварка не применяется из-за сложности транспортировки оборудования. При выполнении швов сварочными клещами качество шва ограничено силой давления на рычаги. На арматурные прутки марки АI оказывают давление от 30 до 50 МПа в зависимости от диаметра, на АII – от 60 до 80 МПа.
Контактная точечная сварка бывает двух типов:
- С непрерывным оплавлением стыка в течение 1–20 секунд в зависимости от диаметра прутка. Так варят холоднокатаные стержни типа АI из низкоуглеродистой стали.
- В прерывистом режиме. Прутки в зоне стыка предварительно прогревают. Метод применим для горячедеформированных прутков, при импульсной подаче тока в металле не возникает остаточных напряжений, отрицательно сказывающихся на качестве шва.
Как варить арматуру к уголку. Как сварить арматуру крест накрест
Как правильно соединять арматуру сваркой?
Для надежного соединения элементов арматурных каркасов для фундамента используется контактная сварка ванным способом.
Сварной арматурный каркас для фундамента
Стыковка стержней может производиться и другими методами, которые имеют свои преимущества и недостатки.
1 Плюсы и минусы сварки арматуры для фундамента
Сварка арматуры для создания каркасов с помощью контактной сварки имеет один существенный недостаток – понижение прочностных характеристик стержней в зоне разогрева.
Такое явление связанно с тем, что прочность стержней обеспечивается за счет предварительной закалки их структуры, а электроды при выполнении контактной сварки приводят к отпуску стали. В результате арматура для создания каркасов становится более хрупкой.
Кроме того полученное сварное соединение плохо реагирует на изгибы. Так, структура стержней марки а500с может деформироваться на этапе уплотнения бетона фундамента при использовании вибраторов.
Арматура марки a500с
При использовании сварки стержней ванным способом хрупкий шов может разрушиться при создании фундамента на податливых видах грунтов.
Если происходит просадка конструкции, то арматура из стали марки а500с подвергается изгибающим усилиям.
Это приводит к разрушению сварных соединений каркасов. В связи с этим не рекомендуется сваривать арматуру для фундамента на болотистых местностях.
Основное преимущество контактной стыковой сварки ванным способом заключается в высокой скорости проводимых работ. Особенно важно это при больших строительных объемах.
Изготовление каркасов можно проводить, размещая прутья из стали марки а500с в продольном и поперечном направлениях.
Сваривать каркас можно в местах пересечения стержней. Преимущества соединения стержней из стали марки а500с контактной сваркой ванным способом заключаются в:
- низкой стоимости расходных материалов;
- малых временных затратах;
- возможности получения каркасов высокой прочности.
1.1 Сварка элементов каркаса фундамента ( 1.2 Как выбрать свариваемую арматуру?
Для создания каркасов бетонных фундаментов можно использовать арматуру из стали марки а500с. В большинстве случаев сваривать их необходимо контактной сваркой ванным способом.
Рекомендуется использовать изделия из стали с круглым сечением, а для неглубокого ленточного фундамента можно использовать пластины прямоугольной формы.
Выбор арматуры осуществляется по диаметрам . На современном рынке представлены стержни с сечением от 5 до 32 мм.
Следует учитывать, что чем больше сечение стержней, тем более прочным будет каркасное соединение.
Стоимость таких стержней будет дороже обычных, а потому выбор нужно делать с учетом прочности изделий и их стоимости.
Производя выбор стержней для фундамента, особое внимание уделяется их длине, с учетом которой можно просчитать расход изделий.
Сейчас можно приобрести арматуру с показателями длины в 6, 9 или 11,7 м, а для ее гибки использовать специальный станок.
Выбор представленных изделий из стали должен быть обусловлен типом фундамента, а также характеристиками почвы.
Чем выше будет показатель несущей способности грунта, тем меньшего сечения арматуру можно использовать.
Для частного строительства можно использовать изделия с диапазоном сечений от 10 до 16 мм. Для фундамента, возведенного на слабонесущем грунте лучше применять изделия с толщиной не менее 16 мм.
Производя выбор подходящего расходного материала для каркасов, важно учитывать, что прутья с сечением в 10 мм не могут долгое время выдерживать нагрузку и их использование будет нерациональным.