Как правильно сваривать арматуру между собой. Арматура несущей строительной конструкции
- Как правильно сваривать арматуру между собой. Арматура несущей строительной конструкции
- Как варить арматуру встык. Сварка внахлест
- КАКИМИ ЭЛЕКТРОДАМИ ВАРИТЬ АРМАТУРУ
- Сварка арматуры внахлест гост. Виды соединений
- Сварка арматуры снип. ГОСТ 14098-2014 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры / ЖБК / 14098-2014
- Сварка арматуры внахлест. Сварка арматуры. Особенности процесса и основные современные способы соединения прутков
Как правильно сваривать арматуру между собой. Арматура несущей строительной конструкции
Кроме того, имеет значение выбор технологии, которая будет использована при устройстве указанной несущей строительной конструкции. Если проект жилого или коммерческого здания, планируемого к строительству, предусматривает использование армированного фундамента, перед строительной бригадой возникает закономерный вопрос, связанный с выбором технологии скрепления его элементов. Можно ли сварить арматуру?
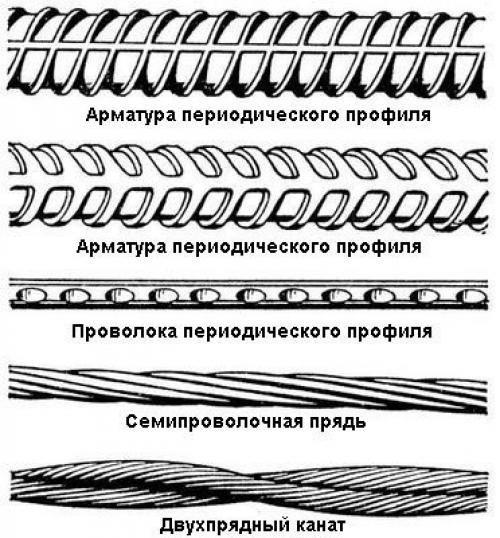 Схема видов арматуры.
Схема видов арматуры.
Арматура представляет собой металлические прутья с ребристым или гладким профилем, которые размещаются внутри бетонной конструкции для того, чтобы повысить ее прочность и интенсивность сопротивления воздействию разнообразных внешних факторов и нагрузок. В настоящее время наиболее распространенным материалом для изготовления таких прутьев является сталь, однако появляются и новые материалы, обладающие более высоким уровнем прочности и других необходимых характеристик, например стеклопластик. Кроме того, арматурные изделия различаются также по толщине прута, диаметр которого может составлять от 5 до более чем 30 мм. Выбор толщины арматуры, необходимой для конкретного здания, зависит от нагрузки, оказываемой на несущую строительную конструкцию, и ряда других факторов.
Указанные ребристые или гладкие прутья, применяемые для устройства арматуры, необходимо скрепить между собой для обеспечения прочности конструкции. При этом при осуществлении такого скрепления ребристые прутья чаще всего используют в качестве основного для распределения нагрузок, оказываемых на основание стенами здания и грунтом, а гладкие – для обеспечения необходимой ориентации ребристых прутьев внутри несущей строительной конструкции. Тем не менее и гладкие, и ребристые прутья нуждаются в скреплении между собой, а значит, следует рассмотреть возможность варить арматуру.
Как варить арматуру встык. Сварка внахлест
Необходимо отметить, что данная технология обычно используется только в тех случаях, когда собирается арматурная конструкция, которая не будет подвергаться большим нагрузкам. Особенно это касается нагрузок на изгиб. Такое соединение не является прочным и надежным.
По сути, сварка внахлест – это стыковка стержней в продольной плоскости со смещением относительно их концов на расстояние 15-30 см. И чем больше нахлест, тем прочнее свариваемая конструкция. При этом необходимо учитывать, что сварка должна производится с двух противоположных сторон соединения. Это иногда создает неудобства проведения самого процесса, к примеру, один сварочный шов располагается сверху двух соединяемых прутков, второй снизу. Так вот до нижнего нередко добраться просто нет возможности, поэтому такой стык получается уж очень ненадежным.
Перед тем как варить арматуру внахлест, нужно подготовить стержни. А именно, зачистить стыкуемые концы железной щеткой. Некоторые сварщики, чтобы создать плотный прижим двух арматурных стержней, обрабатывают стыкуемые стороны абразивным инструментом, делая их плоскими.
Что касается режима сварки каркасов из арматуры, то многое будет зависеть от диаметра самих свариваемых арматурных прутков. К примеру, стержни диаметром 5-8 мм варятся электродом диаметром 3 мм, для 8-10 мм используется расходник 4-х миллиметровый, и выше 10 мм применяются электроды диаметром 5 мм.
А вот со значениями силы тока надо быть аккуратным, это более точная величина. В таблице указано соотношение толщины арматуры и тока, используемого для ее сварки.
Кстати, для сварки внахлест можно использовать расходники марки АНО или МР. Хотя здесь строгих ограничений нет.
КАКИМИ ЭЛЕКТРОДАМИ ВАРИТЬ АРМАТУРУ
При выборе этого расходного материала учитываются такие показатели, как тип стали стержня, предел ее текучести, толщина стержня и диаметр сварочного прутка. В маркировке арматуры должна стоять буква С («сварочная»), предел текучести (сопротивление разрыву) в индексе обозначают цифрой, например:
- А500С – свариваемая арматура из стали с сопротивлением разрыву до 490 МПа;
- А400С – арматура такого же типа с пределом текучести до 390 МПа.
Для ММА сварки А500С широко используются типы электродов с рутиловым и основным покрытием: Э42, Э42А, Э46, Э46А, Э50, Э50А, Э55, Э60. Какие же марки предпочтительнее?
ОЗС-12 – один из лучших вариантов именно для соединения таких стержней. Благодаря двуокиси титана в обмазке они могут работать по окисленным поверхностям, и даже в этом случае в металле шва исключено образование пор. Обеспечивают высокую стойкость соединения к усталости металла, в том числе, когда арматура воспринимает постоянные высокие нагрузки в месте шва. Используются для сварки арматуры для фундаментов, дорожного полотна. В ряду плюсов – возможность варить швы в любом пространственном положении.
УОНИ-13/55У – универсальные электроды с основным покрытием, позволяющие варить и арматуру А500С. Стыки арматуры выполняют ванным способом в нижнем положении шва. Стержни соединяют широким швом, сварная ванна должна как можно дольше находиться в жидком состоянии. Рекомендуемая длина дуги – короткая, поскольку горение при длинной может быть неустойчивым.
Для монтажа каркасов, рассчитанных на меньшие нагрузки, используют арматуру А400С. При сварке широко применяются марки АНО и МР с рутиловым покрытием – варить ими также можно по ржавой поверхности, а арматурные стержни соединяются внахлест. Используются и электропроводники с обмазкой основного типа. Это, прежде всего, изделия, выпускаемые под марками УОНИ-13/45, АНО-21, а также ТМУ-21У (относятся к типу Э42).
Сварка арматуры внахлест гост. Виды соединений
Существует два основных метода крепления арматуры, согласно строительным нормам и правилам (СНиП), а именно пункту 8.3.26 СП 52-101-2003. В нем прописано, что соединение стержней может выполняться следующими типами стыковки:
- Стыковка прутьев арматуры без сварки, внахлест.
- внахлест с использованием деталей с загибами на концах (петли, лапки, крюки), для гладких прутьев используются исключительно петли и крючки;
- внахлест с прямыми концами арматурных прутьев периодического профиля;
- внахлест с прямыми концами арматурных прутьев с фиксацией поперечного типа.
- Механическое и сварное соединение.
- при использовании сварочного аппарата;
- с помощью профессионального механического агрегата.
 Требования СНиП указывают на то, что бетонное основание нуждается в установке минимум двух неразрывных каркасов из арматуры. Их делают посредством фиксации стержней внахлест. Для частного домостроения подобный способ используется чаще всего. Это связано с тем, что он доступный и дешевый. Созданием каркаса может заняться даже новичок, так как нужны сами прутья и мягкая вязальная проволока. Не нужно быть сварщиком и иметь дорогостоящее оборудование. А в промышленном производстве чаще всего встречается метод сварки.
Требования СНиП указывают на то, что бетонное основание нуждается в установке минимум двух неразрывных каркасов из арматуры. Их делают посредством фиксации стержней внахлест. Для частного домостроения подобный способ используется чаще всего. Это связано с тем, что он доступный и дешевый. Созданием каркаса может заняться даже новичок, так как нужны сами прутья и мягкая вязальная проволока. Не нужно быть сварщиком и иметь дорогостоящее оборудование. А в промышленном производстве чаще всего встречается метод сварки.
Обратите внимание! Пункт 8.3.27 гласит, что соединения арматуры внахлест без применения сварки, используется для стержней, рабочее сечение которых не превышает 40 мм. Места с максимальной нагрузкой, не должны фиксироваться внахлест вязкой или сваркой.
Сварка арматуры снип. ГОСТ 14098-2014 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры / ЖБК / 14098-2014
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
«Межгосударственная система стандартизации. Основные положения» и«Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки и принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Научно-исследовательским институтом бетона и железобетона им. А.А. Гвоздева ОАО «НИЦ «Строительство»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК465 «Строительство»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2014 г. 70-П)
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Казахстан | KZ | Госстандарт Республики Казахстан |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 октября 2014 г. № 1374-ст межгосударственный стандарт ГОСТ 14098-2014 введен в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 г.
5 ВЗАМЕН ГОСТ 14098-91
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИИ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы, конструкции и размеры
Welded joints of reinforcement and inserts for reinforced concrete structures.Types, constructions and dimensions
1 Область применения
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
*Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия__________
* На территории Российской Федерации действуетАрматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772-88 Прокат для строительных конструкций. Общие технические требования
ГОСТ 34028-2016 Прокат арматурный для железобетонных конструкций. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
(Измененная редакция, Изм. № 1).
(Поправка).
3 Термины и определения
В настоящем стандарте использованы термины по.
(Измененная редакция, Изм. № 1).
Сварка арматуры внахлест. Сварка арматуры. Особенности процесса и основные современные способы соединения прутков
Прочность и долговечность – основные требования, предъявляемые к любым бетонным конструкциям. Армирование позволяет практически полностью исключить деформацию, а значит, увеличить срок службы и надежность сооружений. Сварка при этом является наиболее доступным, простым и долговечным способом соединения металлов.
Способы сварки арматуры
Существует три основных способа сварки.
Сварка внахлест
Этот способ подойдет только для тех конструкций, которые не будут впоследствии испытывать больших нагрузок на изгиб (для укрепления фундамента данный вид шва непригоден). Данный тип соединения можно назвать самым простым. При его использовании расход металла значительно увеличивается.
Чтобы стыковка частей была более прочной, их концы обязательно зачищают грубой металлической щеткой. После этого прутья соединяют в продольной плоскости, смещая концы друг на друга на расстояние от 15 до 30 см. Чем больше нахлест, тем прочнее будет шов и конечная конструкция.
Сварка всегда производится с двух сторон, что может вызвать неудобства. Например, если один из швов находится внизу. Чтобы добиться хорошего результата, нужно точно соблюдать режим сварки, который, в свою очередь, зависит от сечения металлических стержней. Также важно правильно подбирать значения силы тока.
Строгих ограничений по применению электродов нет. Но чаще всего используются расходники АНО или МР.
Сварка встык
Этот способ стыкования стержней более экономичен за счет уменьшения металлоемкости конструкции по сравнению с соединением внахлест, при этом прочность шва гораздо выше. Проводить работы можно как в ручном, так и в автоматическом режимах (для полной автоматизации процесса разработано оборудование). Однако несмотря на явные преимущества, данный вид сварки имеет и ряд недостатков:
- Прочность при скручивании или изгибе снижается .
- Работа с деталями с маленьким сечением практически невозможна из-за высокого риска перекаливания.
- Обваривать арматуру в различных пространственных положениях крайне сложно .
На практике применяется несколько способов стыковой сварки арматуры (при выборе необходимо учитывать диаметр прутьев и его состав). Но самый надежный – ванный способ .
Суть метода состоит в следующем. В ванночку (матрицу) из низкоуглеродного стального материала помещают концы стержней. После чего происходит их оплавление электродами при сильном токе (450 – 550 А). Когда жидкий металл заполняет матрицу, происходит полное прочное соединение концов арматурных стержней. При этом сечение готового прута напрямую зависит от габаритов ванночки.
Данный вид сварки подходит:
- для колонн, фундаментов и прочих конструкций , которые рассчитаны на большие нагрузки;
- для арматурных изделий большого диаметра (до 10 см);
- если есть необходимость стыковать прутья , которые будут располагаться в железобетонных конструкциях в несколько рядов.
Важный момент в процессе использования данного метода – четкое совмещение прутков: это обеспечит ровное и прочное соединение. Это достигается, благодаря использованию кондукторов различного вида.
Процесс сварки:
- Торцы стержней зачищают до появления блеска .
- Два конца стержня необходимо приварить к ванночке на расстоянии, равном 1,5 сечения электродов .
- Расплавляют только один конец до появления в ванночке жидкого металла .
- После этого точно так же плавят второй конец .
- Необходимо попеременно плавить концы, пока ванночка не заполнится металлом . После этого электрод вращают медленно, двигаясь по кругу между стержнями. Если сталь остынет неравномерно, это приведет к трещинам и деформации.
Точечная контактная сварка
Контактная сварка – это самый распространённый и современный метод соединения. Суть его заключается в пропускании тока по цепи (стержни так же являются ее частью). При этом в месте контакта происходит нагревание, деформация и последующее сдавливание. Контактное соединение может быть точечным (когда стержни арматуры накладываются один на другой, и соединение происходит в точках соприкосновения) и стыковое (если торцевые части располагаются встык).
Точечное соединение чаще всего используется для создания сеток из арматуры малого диаметра. Также данный вид подойдет при ремонте оборудования и деталей.
Существует два способа выполнения шва. В первом случае металл нагревают, а во втором – на участке соединения его доводят до жидкого состояния (формируется литое ядро).
Для самого процесса точечной сварки необходимо дорогостоящие оборудование , которое способно дать высокие показатели тока. Его ключевым узлом выступает трансформатор.
Процесс сварки выполняется в два основных этапа:
- Прутки укладываются и фиксируются в определенном положении между электродами . Они должны быть плотно прижаты и статичны.
- Подается ток, и металл нагревается до пластического состояния . За счет сжатия формируется прочное соединение.