Сварка для фундаментной арматуры. О квалификации сварщика при армировании
- Сварка для фундаментной арматуры. О квалификации сварщика при армировании
- Сварка арматуры гост. ГОСТ 14098-2014 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры / ЖБК / 14098-2014
- Можно ли варить арматуру а400. Способы сварки
- Сварка арматуры снип. Виды соединений
- Допускается ли сварка арматуры. 1 Плюсы и минусы сварки арматуры для фундамента
Сварка для фундаментной арматуры. О квалификации сварщика при армировании
Пользование современным сварочным аппаратом доступно любому желающему.

Но в случае с арматурой каркаса сваркой выполняется всего лишь прихватывание стержней, но не сваривание в полном понимании этого термина. ГОСТ14098-2015 К3-Рп определяет крестообразные соединения ручной дуговой сваркой как нерасчётные или монтажные, не требующие высокой квалификации исполнителя и, как правило, выполняемые методом контактной сварки. Лишь в исключительных случаях, оговоренных п.4.2.8 РТМ 393-94, такие соединения переводятся в разряд расчётных. Именно поэтому исполнители сварочных работ в арматурных цехах заводов ЖБК сварщиками никогда не считались.
В обязательном порядке свариваются долевые плети, ибо они воспринимают нагрузку по всей длине и возможен вариант их расползания при заливке бетона.
Оформление зоны продавливания — сварка арматуры для фундамента выполняется только сварщиком высокой квалификации. Это ответственный участок, требующий многих знаний и профессиональных навыков. В этом случае неумелые действия сварщика могут привести к негативным последствиям: нарушению структуры стержней с потерей прочностных характеристик.
В строительной практике существуют термины:
- «Непровар» — соединение непрочное, с наличием раковин и каверн.
- «Подрез» — ослабление основного продольного стержня.
Первый – следствие непрофессионализма сварщика.
Второе определение вызвано объективными свойствами металла, – изменением характеристик стали при нагревании. Но стоит учесть, что альтернативы сварке при использовании стержней диаметром от 20 мм и выше практически нет. В данном случае вязальная проволока может лопнуть при заливке бетонной смеси и выполнении вибрирования, а вопрос «можно ли варить арматуру для фундамента» даже не возникает.
Сварка арматуры гост. ГОСТ 14098-2014 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры / ЖБК / 14098-2014
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
«Межгосударственная система стандартизации. Основные положения» и«Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки и принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Научно-исследовательским институтом бетона и железобетона им. А.А. Гвоздева ОАО «НИЦ «Строительство»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК465 «Строительство»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2014 г. 70-П)
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Казахстан | KZ | Госстандарт Республики Казахстан |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 октября 2014 г. № 1374-ст межгосударственный стандарт ГОСТ 14098-2014 введен в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 г.
5 ВЗАМЕН ГОСТ 14098-91
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИИ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы, конструкции и размеры
Welded joints of reinforcement and inserts for reinforced concrete structures.Types, constructions and dimensions
1 Область применения
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
*Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия__________
* На территории Российской Федерации действуетАрматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772-88 Прокат для строительных конструкций. Общие технические требования
ГОСТ 34028-2016 Прокат арматурный для железобетонных конструкций. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
(Измененная редакция, Изм. № 1).
(Поправка).
3 Термины и определения
В настоящем стандарте использованы термины по.
(Измененная редакция, Изм. № 1).
Можно ли варить арматуру а400. Способы сварки
Чаще прутки варят встык, реже – внахлест. Качество шва при стыковой сварке выше, предусмотрен провар металла по всей площади стыка. Крепление стержней внахлест ненадежное, не рассчитано на изгиб, кручение. Работы проводятся с использованием плавящегося электрода. Можно ли сваривать арматуру без наплавки, рассказывается в разделе «Контактная точечная». А пока подробно о каждом из способов крепления арматурных стержней методом наплавки.
Внахлест
Сварка арматуры для каркасов, испытывающих небольшую нагрузку на изгиб, кручение, производится внахлест, прутки накладывают друг на друга на 15 –30 см. При таком методе расход металла увеличивается. Угол наклона электрода до 15° к вертикали, шов делают с противоположных сторон обеих прутков или проваривают нахлест боковым непрерывным швом. Для работы используют плавящиеся электроды разных марок. Подробности в последнем разделе статьи. Место сварки предварительно зачищают металлической щеткой. Некоторыми электродами допускается работать по ржавчине.
Сварка арматуры внахлест производится для каркасов, испытывающих небольшую нагрузку на изгиб, кручение
Для качественного шва важно правильно подобрать параметры тока. Небольшая таблица свариваемости арматуры в зависимости от диаметра прутков (данные усредненные для стержней марок А500С и А400С):
| Вид электрода | Диаметр, мм | Рабочий ток, А |
| Э42, СМ-11 | 3 | 100—140 |
| 4 | 160—220 | |
| 5 | 180—280 | |
| УОНИ13/45 | 2 | 30—50 |
| 2,5 | 60—80 | |
| 3 | 80—100 | |
| 4 | 100—160 | |
| 5 | 140—200 | |
| AНО-5 | 4 | 160—230 |
| 5 | 190—300 | |
| АНО-6 | 4 | 180—200 |
| 5 | 180—270 | |
| ОЭС-23 | 2 | 40—50 |
| 3 | 90—120 | |
| ВСЦ-4 | 3 | 90—100 |
| 4 | 120—160 | |
| МР-3, Э-46 | 3 | 90—120 |
| 4 | 160—180 | |
| 5 | 170—230 | |
| 6 | 280—320 |
Встык
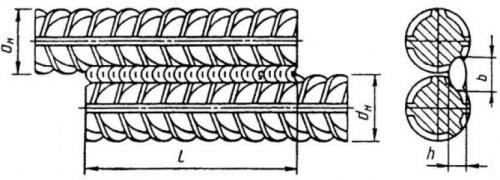
Сварка арматуры производится для удлинения прутков до необходимого размера. Для заполнения стыка горячим расплавом используют U-образные накладки, называемые ванночками. Они бывают:
- одноразовыми, подобно муфте остаются на соединении;
- многоразового использования, их делают из графита, цветных сплавов (после остывания ванны расплава форму снимают).

Стыковая ванная сварка – распространенный метод, используемый на строительной площадке
Стыковая ванная сварка – распространенный метод, используемый на строительной площадке. Работы производят в горизонтальном и вертикальном положениях. Для работы используют плавящиеся электроды, подходящие под тип прутков. Работы проводят на высоких токах, до 400 А. Для работы используют трансформаторы, выпрямители, инверторы. Технические особенности выполнения стыковых соединений:
- стыки зачищают, укладывают в ванночке с соблюдением соосности;
- плавящийся электрод разжигается при касании одного из стержней;
- образуемая ванна расплава постепенно заполняет стык, пустоты между прутками и материалом ванночки;
- после кристаллизации расплава со шва счищают окалину.
Вместо ванночки, для стыковых горизонтальных соединений, иногда используют стальные угловые накладки, они ограничивают растекание ванны расплава подобно ванночке.
Контактная точечная
Стыковое соединение стержней безэлектродным методом в больших объемах производится стационарным оборудованием для сварки арматуры. Это специальные стационарные автоматы, установленные в цехах. На строительных площадках подобного оборудования нет.

Контактная точечная сварка арматуры
Ванна расплава на поверхности арматуры при сварке контактным методом образуется за счет преобразования электрической энергии в тепловую при возникновении дуги, она прошивает металл насквозь. Ток подводится в рабочую зону по неплавящимся электродам. Разогретую зону стыка плотно сжимают. Метод энергозатратный, но высокопроизводительный. По сути, стыковая автосварка – контактно-точечный способ с высокой плотностью точек контакта.
Ручное оборудование стационарного или переносного типа используют для соединений внахлест. Площадь воздействия ограничена диаметром электродов. На строительной площадке контактно-точечная сварка не применяется из-за сложности транспортировки оборудования. При выполнении швов сварочными клещами качество шва ограничено силой давления на рычаги. На арматурные прутки марки АI оказывают давление от 30 до 50 МПа в зависимости от диаметра, на АII – от 60 до 80 МПа.
Контактная точечная сварка бывает двух типов:
- С непрерывным оплавлением стыка в течение 1–20 секунд в зависимости от диаметра прутка. Так варят холоднокатаные стержни типа АI из низкоуглеродистой стали.
- В прерывистом режиме. Прутки в зоне стыка предварительно прогревают. Метод применим для горячедеформированных прутков, при импульсной подаче тока в металле не возникает остаточных напряжений, отрицательно сказывающихся на качестве шва.
Сварка арматуры снип. Виды соединений
Существует два основных метода крепления арматуры, согласно строительным нормам и правилам (СНиП), а именно пункту 8.3.26 СП 52-101-2003. В нем прописано, что соединение стержней может выполняться следующими типами стыковки:
- Стыковка прутьев арматуры без сварки, внахлест.
- внахлест с использованием деталей с загибами на концах (петли, лапки, крюки), для гладких прутьев используются исключительно петли и крючки;
- внахлест с прямыми концами арматурных прутьев периодического профиля;
- внахлест с прямыми концами арматурных прутьев с фиксацией поперечного типа.
- Механическое и сварное соединение.
- при использовании сварочного аппарата;
- с помощью профессионального механического агрегата.
 Требования СНиП указывают на то, что бетонное основание нуждается в установке минимум двух неразрывных каркасов из арматуры. Их делают посредством фиксации стержней внахлест. Для частного домостроения подобный способ используется чаще всего. Это связано с тем, что он доступный и дешевый. Созданием каркаса может заняться даже новичок, так как нужны сами прутья и мягкая вязальная проволока. Не нужно быть сварщиком и иметь дорогостоящее оборудование. А в промышленном производстве чаще всего встречается метод сварки.
Требования СНиП указывают на то, что бетонное основание нуждается в установке минимум двух неразрывных каркасов из арматуры. Их делают посредством фиксации стержней внахлест. Для частного домостроения подобный способ используется чаще всего. Это связано с тем, что он доступный и дешевый. Созданием каркаса может заняться даже новичок, так как нужны сами прутья и мягкая вязальная проволока. Не нужно быть сварщиком и иметь дорогостоящее оборудование. А в промышленном производстве чаще всего встречается метод сварки.
Обратите внимание! Пункт 8.3.27 гласит, что соединения арматуры внахлест без применения сварки, используется для стержней, рабочее сечение которых не превышает 40 мм. Места с максимальной нагрузкой, не должны фиксироваться внахлест вязкой или сваркой.
Допускается ли сварка арматуры. 1 Плюсы и минусы сварки арматуры для фундамента
Сварка арматуры для создания каркасов с помощью контактной сварки имеет один существенный недостаток – понижение прочностных характеристик стержней в зоне разогрева.
Такое явление связанно с тем, что прочность стержней обеспечивается за счет предварительной закалки их структуры, а электроды при выполнении контактной сварки приводят к отпуску стали. В результате арматура для создания каркасов становится более хрупкой.
Кроме того полученное сварное соединение плохо реагирует на изгибы. Так, структура стержней марки а500с может деформироваться на этапе уплотнения бетона фундамента при использовании вибраторов.

Арматура марки a500с
При использовании сварки стержней ванным способом хрупкий шов может разрушиться при создании фундамента на податливых видах грунтов.
Если происходит просадка конструкции, то арматура из стали марки а500с подвергается изгибающим усилиям.
Это приводит к разрушению сварных соединений каркасов. В связи с этим не рекомендуется сваривать арматуру для фундамента на болотистых местностях.
Основное преимущество контактной стыковой сварки ванным способом заключается в высокой скорости проводимых работ. Особенно важно это при больших строительных объемах.
Изготовление каркасов можно проводить, размещая прутья из стали марки а500с в продольном и поперечном направлениях.
Сваривать каркас можно в местах пересечения стержней. Преимущества соединения стержней из стали марки а500с контактной сваркой ванным способом заключаются в:
- низкой стоимости расходных материалов;
- малых временных затратах;
- возможности получения каркасов высокой прочности.
1.1 Сварка элементов каркаса фундамента ( 1.2 Как выбрать свариваемую арматуру?
Для создания каркасов бетонных фундаментов можно использовать арматуру из стали марки а500с. В большинстве случаев сваривать их необходимо контактной сваркой ванным способом.
Рекомендуется использовать изделия из стали с круглым сечением, а для неглубокого ленточного фундамента можно использовать пластины прямоугольной формы.
Выбор арматуры осуществляется по диаметрам . На современном рынке представлены стержни с сечением от 5 до 32 мм.
Следует учитывать, что чем больше сечение стержней, тем более прочным будет каркасное соединение.
Стоимость таких стержней будет дороже обычных, а потому выбор нужно делать с учетом прочности изделий и их стоимости.
Производя выбор стержней для фундамента, особое внимание уделяется их длине, с учетом которой можно просчитать расход изделий.
Сейчас можно приобрести арматуру с показателями длины в 6, 9 или 11,7 м, а для ее гибки использовать специальный станок .
Выбор представленных изделий из стали должен быть обусловлен типом фундамента, а также характеристиками почвы.
Чем выше будет показатель несущей способности грунта, тем меньшего сечения арматуру можно использовать.
Для частного строительства можно использовать изделия с диапазоном сечений от 10 до 16 мм. Для фундамента, возведенного на слабонесущем грунте лучше применять изделия с толщиной не менее 16 мм.
Производя выбор подходящего расходного материала для каркасов, важно учитывать, что прутья с сечением в 10 мм не могут долгое время выдерживать нагрузку и их использование будет нерациональным.