Арматура фундамента варить или вязать арматуру. Влияющие условия
Арматура фундамента варить или вязать арматуру. Влияющие условия
Сгруппировать причины, влияющие на особенности процесса крепления составляющих деталей каркаса,можно по таким группам:
I. Природные. При проектировании ленточного фундамента с использованием бетона (железобетона) исходят из СНиП 52−01−2003. Для компенсации возникающих нагрузок закладывают нижний пояс, более широкий, затем верхний. Сплошное армирование требуется в случае возведения заглубленной бетонной стены.
На подвижных грунтах арматуру нельзя сваривать. Усадка при застывании бетона деформирует конструкцию. Сварные соединения могут разрушиться.
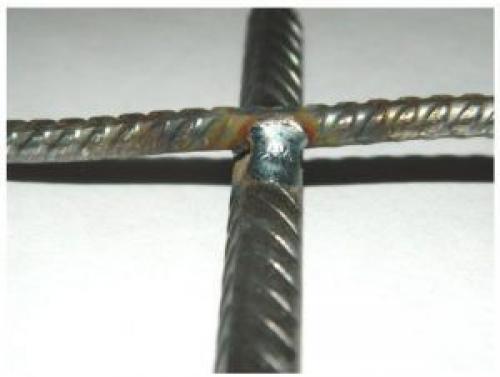
Сваренная арматура
II. Характеристика здания. Многоэтажные здания с глубокозаглубленными фундаментами требуют соблюдения высоких темпов строительства при выполнении большого объема работ. Применяют сварную сборку каркаса. Для домов с мелкозаглубленными фундаментами лучше вязать соединения и пересечения. Иногда необходимо делать это прямо по линии заливки раствором.
III. Материалы. Диаметр и количество углерода в металле покажут при пробном сваривании, как сильно электрическая дуга разрушает тело прутка и снижает его прочность. Можно варить арматуру класса A400C или А500С Правильно подобранная марка электродов задаст качество шва. Для малоэтажных зданий растет популярность использования стеклопластиковых, композитных материалов с таким же периодическим рисунком профиля.
IV. Оборудование. Сварочный аппарат должен иметь плавную регулировку силы тока. Дуга не должна чрезмерно выжигать металл. Это значительно снижает несущую способность конструкции. Применяя строительный вязальный крючок и кусачки можно сократить, а то и вовсе исключить затраты электроэнергии и увязать все проволокой.
V. Исполнитель. Выполнение качественной работы требует специалиста высокого уровня квалификации– сварщик. Переделать вряд ли получится.
Сварка арматуры снип. ГОСТ 14098-2014 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры / ЖБК / 14098-2014
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
«Межгосударственная система стандартизации. Основные положения» и«Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки и принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Научно-исследовательским институтом бетона и железобетона им. А.А. Гвоздева ОАО «НИЦ «Строительство»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК465 «Строительство»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2014 г. 70-П)
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Казахстан | KZ | Госстандарт Республики Казахстан |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 октября 2014 г. № 1374-ст межгосударственный стандарт ГОСТ 14098-2014 введен в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 г.
5 ВЗАМЕН ГОСТ 14098-91
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИИ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы, конструкции и размеры
Welded joints of reinforcement and inserts for reinforced concrete structures.Types, constructions and dimensions
1 Область применения
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
*Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия__________
* На территории Российской Федерации действуетАрматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772-88 Прокат для строительных конструкций. Общие технические требования
ГОСТ 34028-2016 Прокат арматурный для железобетонных конструкций. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
(Измененная редакция, Изм. № 1).
(Поправка).
3 Термины и определения
В настоящем стандарте использованы термины по.
(Измененная редакция, Изм. № 1).
Какую арматуру можно варить. Какими электродами варить арматуру
При выборе этого расходного материала учитываются такие показатели, как тип стали стержня, предел ее текучести, толщина стержня и диаметр сварочного прутка. В маркировке арматуры должна стоять буква С («сварочная»), предел текучести (сопротивление разрыву) в индексе обозначают цифрой, например:
- А500С – свариваемая арматура из стали с сопротивлением разрыву до 490 МПа;
- А400С – арматура такого же типа с пределом текучести до 390 МПа.
Для ММА сварки А500С широко используются типы электродов с рутиловым и основным покрытием: Э42, Э42А, Э46, Э46А, Э50, Э50А, Э55, Э60. Какие же марки предпочтительнее?
ОЗС-12 . Один из лучших вариантов именно для соединения таких стержней. Благодаря двуокиси титана в обмазке они могут работать по окисленным поверхностям, и даже в этом случае в металле шва исключено образование пор. Обеспечивают высокую стойкость соединения к усталости металла, в том числе, когда арматура воспринимает постоянные высокие нагрузки в месте шва. Используются для сварки арматуры для фундаментов, дорожного полотна. В ряду плюсов – возможность варить швы в любом пространственном положении.
УОНИ-13/55У – универсальные электроды с основным покрытием, позволяющие варить и арматуру А500С. Стыки арматуры выполняют ванным способом в нижнем положении шва. Стержни соединяют широким швом, сварная ванна должна как можно дольше находиться в жидком состоянии. Рекомендуемая длина дуги – короткая, поскольку горение при длинной может быть неустойчивым.
Для монтажа каркасов, рассчитанных на меньшие нагрузки, используют арматуру А400С. При сварке широко применяются марки АНО и МР с рутиловым покрытием – варить ими также можно по ржавой поверхности, а арматурные стержни соединяются внахлест. Используются и электропроводники с обмазкой основного типа. Это, прежде всего, изделия, выпускаемые под марками УОНИ-13/45 , АНО-21 , а также ТМУ-21У (относятся к типу Э42).
Соотношение арматурных и электродных стержней по толщине
- Если диаметр арматурного прута находится в пределах 5–8 мм, используется электроды 2, 2,5, 3 мм, не более.
- При сварке изделий толщиной от 8 до 10 мм, как правило, задействуют стержни 3, 3,5, 4 мм.
- Если толщина арматурного прута превышает 1 см, то нужно использовать стержни диаметром от 5 и более мм.