Полярности при сварке








Последние обновления на сайте:
1. Расчет арматуры по чертежам. Расчёт арматуры2. Арматура в фундаменте для забора. Видео описание
3. Какую арматуру нужно для фундамента под забор. Материалы для забора
4. Арматура для фундамента забора по доступной цене. Ленточный фундамент под забор
5. Ленточный фундамент под забор своими руками. Как своими руками правильно сделать под забор ленточный фундамент
6. Какую арматуру использовать для забора. Как правильно подобрать армирующий материал
7. Допускается ли сварка армокаркаса. Способы соединения арматуры
8. Армопояс в доме из газобетона под балки перекрытия. Технология работ
9. Какая арматура для фундамента забора. Технология возведения фундамента для забора
10. Как армировать монолитную фундаментную плиту. Выбор арматуры
11. Сколько нужно кубов цемента, чтобы залить фундамент 10 н. Расчёт количества цемента на 1м3 бетона для фундамента
12. Плита 10 на 10 300мм сколько кубов бетона надо на фундамент. Сколько кубов бетона нужно для фундамента 10х10 монолитная плита
13. Чем склеить композитную арматуру. Как склеить стеклопластиковую арматуру
14. Т образное соединение арматуры в ленточном фундаменте. Шаг установки
15. Пропорции бетона в ведрах. Рецепт бетона в ведрах
16. Сколько диаметров снип при перехлесте арматуры. Важные нюансы и требования для соединения вязкой
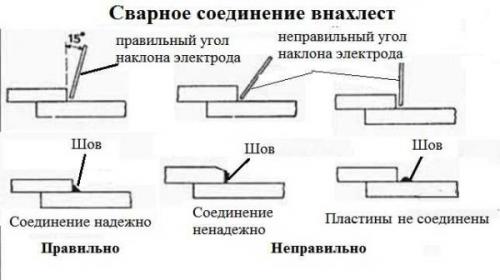
17. Сварка арматуры в торец и под углом. Методы сварки
18. Технология армирования бетонных плит перекрытий. Требования к усилению плит
19. Какой фундамент лучше выбрать под каркасный дом. Типы фундаментов и их особенности Чтобы фундамент не растрескивался из-за промерзания грунта, не деформировался из-за подпочвенных вод, строители обычно предлагают два способа возведения этой конструкции:
20. Расчет сварных стыков арматуры. Величина нахлеста при соединении арматуры по СНИП
21. Выбираю фундамент для каркасного дома. С точки зрения ценовой характеристики фундаменты обычно делят на 2 категории: дорогие или дешевые.
22. Что можно использовать вместо арматуры в фундаменте. Можно ли обойтись без арматуры в фундаменте
23. Как правильно вязать арматуру на армопояс. Какие материалы нужны?
24. Как вязать хомутами стеклопластиковую арматуру. Необходимые материалы и инструменты
25. Ленточные фундаменты под строительство частного дома. Особенности
26. Вязка арматуры углов ленточного фундамента. Материалы для армирования
27. Армирование ленточного фундамента дома. Земляные и подготовительные работы
28. Через сколько вязать арматуру на плиту схема. Какие материалы используются?
29. Композитная арматура сравнение со стальной таблица. Стеклопластиковая арматура: сравнение с металлической арматурой
30. Особенности калькулятора для расчета ленточного фундамента. Как производится расчет бетона на ленточный фундамент при помощи онлайн-калькулятора + необходимые требования
31. Как сделать вязальный крючок своими руками. Самодельный крючок из арматуры с деревянной ручкой
32. Композитная арматура для фундамента или стальная. Новое или просто хорошо забытое старое
33. Шаг арматуры при вязке снип. Типы соединения
34. Пропорции бетона на 1м3. Расход материалов: таблица, пропорции бетона на 1 м3
35. Состав бетона для фундамента пропорции. Состав бетона для фундамента
36. Как правильно сварить две арматуры. Как правильно приварить арматуру к арматуре
37. Предупреждение садоводам или почему я убираю.. Необходимо ли убирать листья осенью
38. Плюсы и минусы композитной арматуры. Плюсы и минусы применения стеклопластика
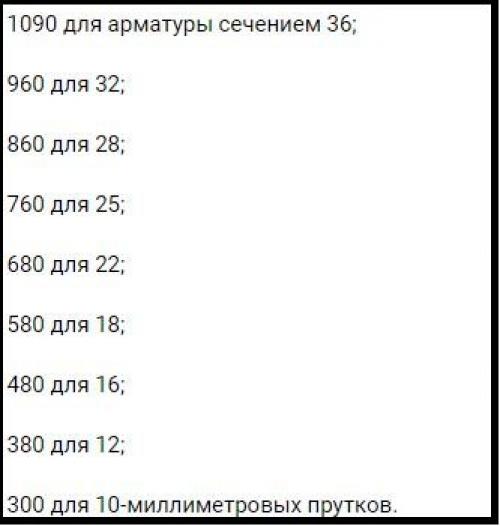
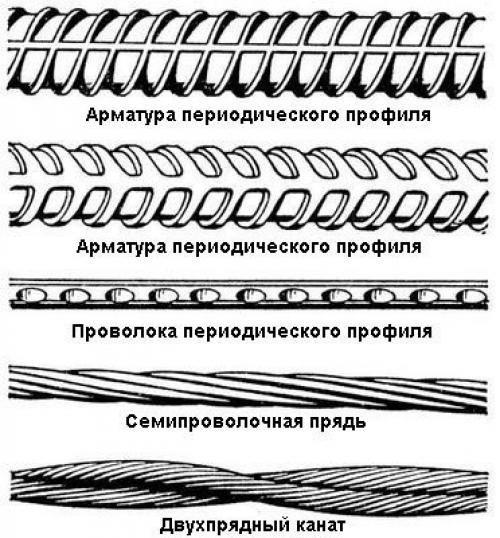
39. Каким электродом варят арматуру. Электроды, применяемые при электросварке арматурных стержней
40. Как правильно армировать ленточный фундамент. Преимущества и недостатки ленточного фундамента
41. Калькулятор фундамента плита. Расчет фундаментной плиты
42. Как делается стыковка арматуры без сварки. Виды соединений
43. Крючок для вязания арматуры. Что такое крючок для вязки
44. Расчет арматуры для плиты перекрытия. Дополнительное упрочнение, расчет пролета
45. Расчет арматуры для плитного фундамента частного дома. Информация по назначению калькулятора.
46. Какую арматуру использовать для монолитной плиты. Выбор арматуры
47. Сварка арматуры для фундамента. Можно ли варить арматуру для фундамента, когда и почему нельзя использовать этот метод?
48. Как правильно сваривать арматуру между собой. Арматура несущей строительной конструкции
49. Сколько нужно арматуры на фундамент 8х8. Количество арматуры для разных фундаментов
50. Какая арматура лучше для фундамента железная или пластиковая. Преимущества и недостатки материалов